UK industry has already lived through a long efficiency shift. Official European energy statistics show the UK's total final energy consumption fell from around 155 million tonnes of oil equivalent in 2000 to around 122 Mtoe in 2023, a decline of roughly 21% (Eurostat energy efficiency statistics). That matters because energy consumption reduction isn't a niche sustainability exercise anymore. It's part of how British businesses stay viable.
In hydraulics, the waste is often hiding in plain sight. A power pack that runs unloaded for too long, a relief valve that spends half its life converting electrical power into heat, a pump sized for a peak event that rarely happens, or a filter element left in service beyond its useful condition. None of that looks dramatic on the shop floor. All of it shows up on the electricity bill.
From a hydraulic engineer's point of view, the most significant savings rarely come from chasing fashionable technology. They come from understanding the duty cycle, measuring the true load, and then selecting pumps, valves, controls and maintenance routines that suit the machine in operation. That applies equally to fixed industrial plant and mobile machinery.
Why Hydraulic Efficiency Is a Business Imperative
For many UK hydraulic users, the expensive part is not buying the pump, valve block or power unit. It is paying to run an inefficient system year after year.
That cost sits directly in the profit and loss account. On industrial plant, wasted hydraulic energy shows up as higher electricity use, larger cooling loads, faster oil degradation and more frequent component replacement. On mobile machinery, the same losses increase engine load, raise fuel burn and add heat that the machine then has to get rid of.
In practice, I see the same pattern repeatedly. A system is specified to meet force and cycle time, then left alone as long as it still works. The machine may still be productive, but productivity on its own is a poor measure if the circuit is bleeding energy across relief valves, idling at full speed, or using fixed-displacement hardware where variable demand dominates the duty cycle.
The commercial case is straightforward. A lower-loss circuit usually costs less to own, even if the initial component price is higher. A pressure-compensated or load-sensing arrangement, a variable displacement pump matched to the actual duty cycle, or better valve control can cut wasted power enough to repay the upgrade through lower operating cost. For UK businesses facing tight margins, that matters more than theoretical efficiency figures on a datasheet.
At MA Hydraulics, the useful discussion is rarely "How efficient can this system become?" The better question is "Which changes reduce annual energy spend in pounds, without creating reliability or control problems?" That keeps the decision grounded in ROI. A cheaper component can be the more expensive choice if it forces the motor to run harder, pushes more heat into the oil, or shortens service intervals.
There is also a wider capital planning point. Before a business spends money on supply-side measures, it makes sense to cut avoidable demand inside the machine. That is one reason finance teams are also looking at broader solar options for energy bills. The first saving still comes from not wasting power in the hydraulic circuit.
A hydraulic system that runs cooler, matches flow to demand and avoids unnecessary pressure generation is cheaper to operate. It is also easier to maintain, easier to justify financially, and easier to keep compliant with tightening customer and procurement expectations.
Establishing Your Energy Baseline with a System Audit
Most hydraulic energy projects fail at the start because the baseline is weak. One month's electricity bill doesn't tell you enough. It won't separate production variation from true efficiency loss, and it won't show whether the waste is happening during operation, standby or shutdown periods.
UK energy benchmarking guidance is clear on the useful approach. Measure energy intensity, such as kWh per unit of output or per operating hour, and use at least several weeks of interval data rather than a one-off bill so you can review anomalies, idle-load losses and production effects before changing components (Smarter Technologies energy management strategy guidance).
What to measure first
Start with the basics that explain hydraulic behaviour:
- Electrical input. Record motor power draw over time, not just nameplate size.
- Pressure profile. Look at working pressure, standby pressure and relief events.
- Flow demand. Compare required actuator flow with pump output and bypass flow.
- Operating pattern. Separate loaded running, idle running and complete shutdown.
- Thermal behaviour. Track oil temperature trend, not just occasional spot readings.
If the machine is tied to production, don't stop at total kWh. Relate the data to a real output measure. That could be operating hours, units processed, cycles completed or line throughput. Without that, a busy week can look inefficient when it isn't, and a quiet week can look efficient when it's merely underused.
Where the biggest losses usually appear
In working audits, the same faults turn up repeatedly.
One is idle-load loss. The pack is running, the machine appears to be waiting, but the motor is still drawing power and the oil is still heating. Another is excess pressure margin. The system is set higher than the job requires, so every component carries unnecessary loss. A third is leakage, internal or external. Even when external leakage is small, internal bypass through worn pumps, valves or cylinders steals efficiency.
Don't trust a “before” figure that came from a single utility invoice. Hydraulic systems need operating context before the numbers mean anything.
Data handling matters too. If meter information sits across PDFs, supplier formats and manual logs, getting it into a usable baseline can be slow. Tools built for utility bill data extraction can help maintenance or energy teams standardise records before they start comparing operating periods.
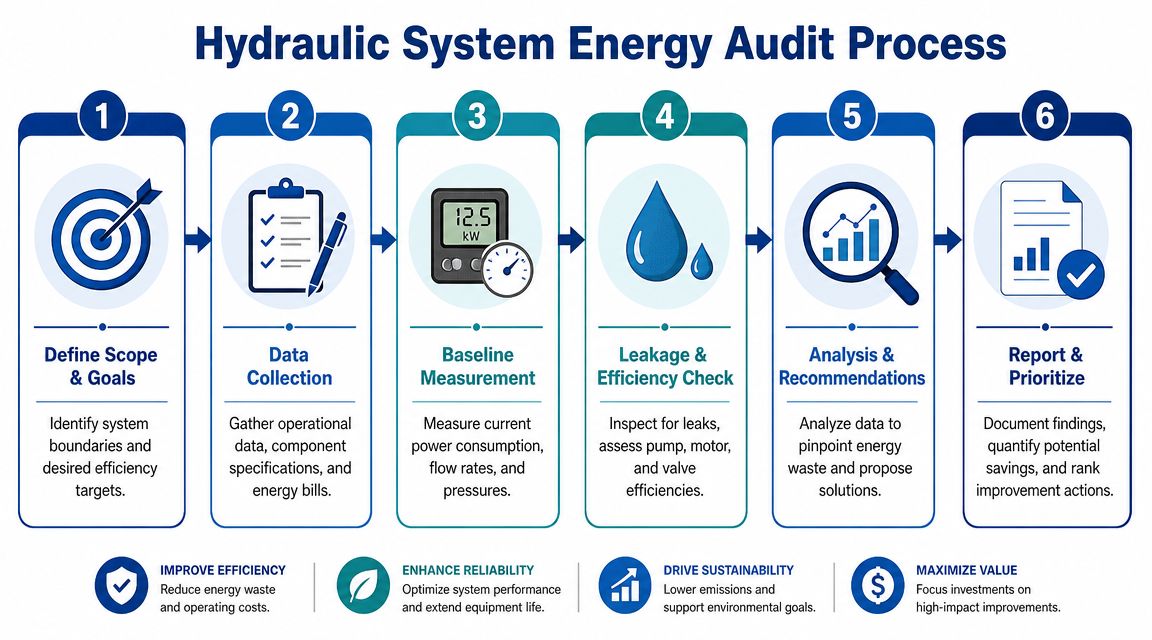
A practical audit sequence
Use a straightforward order:
- Define the machine boundary. Include motor, pump, cooling, filtration and auxiliaries.
- Gather interval data over several weeks.
- Match energy to output so you can calculate intensity.
- Inspect the hydraulic circuit for relief flow, throttling losses and leakage points.
- Check standby behaviour. Many systems waste most when “doing nothing”.
- Rank actions by disruption and likely return.
This stage is where you find out whether you need a major redesign or just better settings, sequencing and discipline. Quite often, the low-disruption fixes come first.
Designing for Efficiency with Smart Component Selection
The biggest hydraulic savings are usually designed in, not retrofitted in later. Once a machine is in service, every inefficient choice gets defended because changing it affects downtime, controls, procurement and operator habits. That's why component selection deserves more attention at the design stage than it usually gets.
RMI's efficiency work makes the wider principle clear. The strongest projects combine load reduction with technology substitution, and when end-use efficiency is paired with electrification, total energy demand can be cut by 50–75% (RMI on expanding the vision of energy efficiency). In hydraulic terms, the lesson is simple. Don't choose the final pump and motor package until you've reduced the load the system has to serve.
Right-sizing beats oversizing
Oversizing is common because it feels safe. Engineers and buyers add margin for unknowns, future-proofing or “just in case” duty. The result is often a pump that supplies more flow than the actuators need most of the time, paired with a motor sized for a rare peak condition.
That creates several problems:
- Higher standby losses because the drive system is bigger than the actual duty.
- More throttling and bypassing because surplus flow has to go somewhere.
- More heat which then drives cooler size, fan load and oil stress.
- Poor controllability at low demand because the system is operating away from its sweet spot.
A better approach is to reduce the load first. Lower pressure drop through the circuit. Remove avoidable restrictions. Reduce leakage. Tighten the duty profile. Only then select the pump displacement, motor power and reservoir arrangement.
The component choices that matter most
Pump selection has the first-order effect. Gear pumps remain a practical choice across many industrial and mobile applications, but efficiency depends on matching displacement, speed range and duty cycle to the application rather than dropping in a like-for-like replacement out of habit.
Valve choice matters nearly as much. A circuit that relies on constant throttling to control speed will always waste energy compared with one designed to minimise pressure drop and regulate flow more intelligently. Manifold layout matters too. Long, awkward flow paths and unnecessary fittings add resistance and create heat.
Thermal management shouldn't be treated as an afterthought either. If you haven't reviewed how heat is generated and rejected across the whole system, it's worth understanding the basics of hydraulic thermal management. Cooling can protect a system, but it shouldn't be used to excuse avoidable hydraulic loss.
Matching products to the duty, not the catalogue page
For OEMs and rebuilds, specific component families become relevant. Vivoil gear pumps and motors, Hydronit mini power packs, CETOP directional and proportional valves, inline circuits, manifolds and filtration packages all have legitimate places in efficient designs when they're specified around the actual load case. MA Hydraulics Ltd supplies those kinds of hydraulic components and assembled power solutions for industrial and mobile applications, which is useful when a project needs component matching rather than a generic parts swap.
A smaller, correctly loaded power unit will usually outperform a larger, underworked one that spends its life shedding excess energy as heat.
The design question isn't “what fits?”. It's “what serves the duty with the least wasted pressure, flow and heat?”.
Implementing Advanced Hydraulic Control Strategies
A hydraulic system can have decent hardware and still waste a lot of energy if the control philosophy is crude. This is a common pitfall for many older machines. They generate full or near-full hydraulic availability all the time, then throw away whatever the actuator doesn't need.
That's the hydraulic equivalent of driving with one foot on the accelerator and the other resting on the brake.
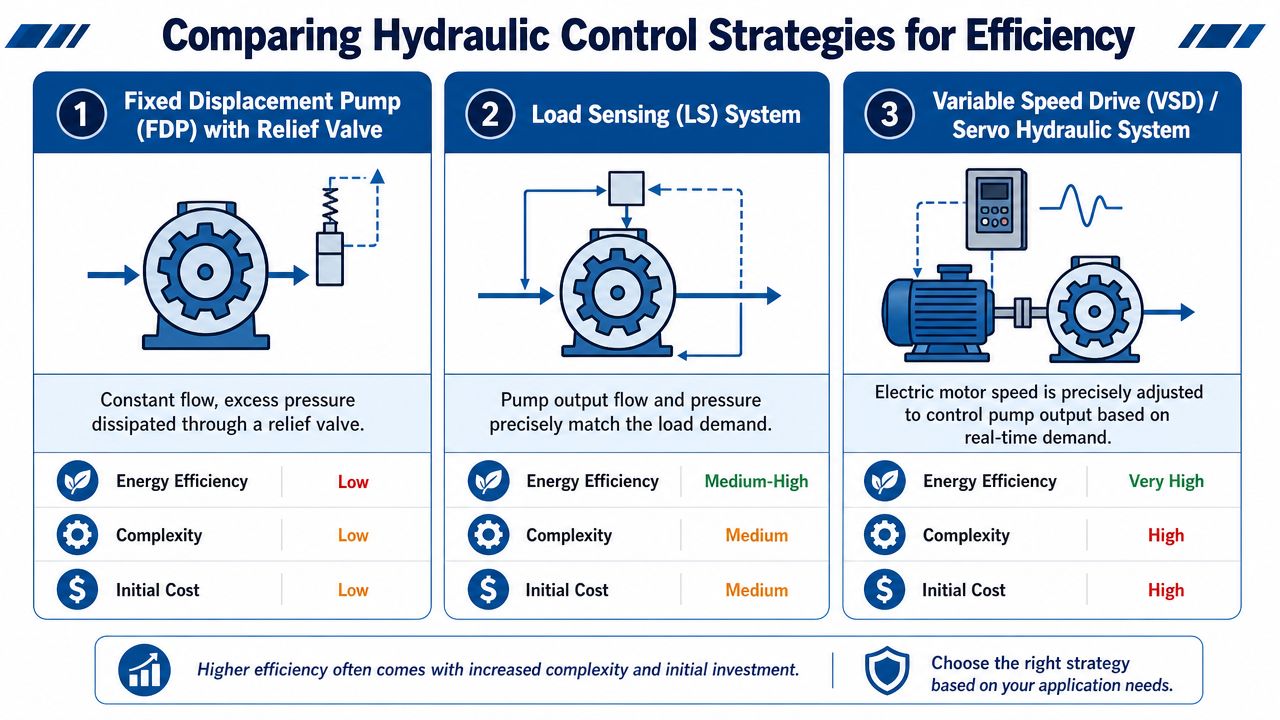
Fixed displacement against demand-led control
A fixed displacement pump with a relief-based approach is simple and reliable. It also tends to be the least forgiving on energy. The pump delivers flow according to speed and displacement, not what the actuator currently needs. If demand drops, excess flow often returns to tank under pressure, and the wasted energy becomes heat.
A load-sensing system works differently. It adjusts pump output to follow the load requirement more closely, so the system supplies the pressure and flow needed for the task rather than maximum output all the time. For duty cycles with frequent variation, that can make a major practical difference in heat generation and running cost.
A variable speed or servo-hydraulic arrangement goes further by controlling electric motor speed in response to demand. Instead of spinning at a fixed rate and managing surplus hydraulically, it changes the drive input itself.
Which one fits which job
There isn't a universal winner. The right answer depends on duty pattern, controllability, budget and tolerance for complexity.
| Strategy | Best fit | Main drawback | Practical note |
|---|---|---|---|
| Fixed displacement with relief control | Simple, low-cost duty with limited variation | High wasted energy at partial demand | Often acceptable only where run time is low or duty is very steady |
| Load sensing | Mobile plant and industrial circuits with variable loads | More circuit complexity | Good balance where demand changes throughout the cycle |
| Variable speed or servo hydraulic control | High-control applications and systems with long idle periods | Higher initial complexity and integration effort | Strong option where standby losses are a known problem |
Why the control logic changes the bill
Consider water supply in a workshop. A crude system keeps every tap fully pressurised all day and dumps the excess whenever nobody needs it. A smarter system only supplies what the open tap is asking for. Both can do the job. One just wastes far less in the process.
Control quality also affects machine behaviour. Reduced heat load can stabilise viscosity. Better pressure matching can improve repeatability. Lower constant stress on components can make life easier for seals, hoses and oil.
Where finer response is needed, proportional valve control gives another route to improving how closely hydraulic output follows the actual task. It won't fix a badly conceived circuit on its own, but in the right design it helps replace blunt control with measured delivery.
Proactive Maintenance for Sustained Energy Savings
A well-designed hydraulic system can drift into poor efficiency if maintenance slips. Energy consumption reduction isn't a one-off design exercise. It's an operating discipline.

Filtration, leaks and fluid condition
Three maintenance areas have the biggest day-to-day effect on hydraulic energy use.
- Filtration performance. As filters load up, pressure drop rises. The pump has to work harder to maintain the same useful output. That extra effort turns into wasted power and heat.
- Leak management. External leaks are the obvious problem, but internal leakage matters just as much. Worn components can circulate oil without producing equivalent useful work.
- Fluid health. Oil that has degraded, thinned excessively with temperature, or carries contamination won't lubricate and seal as intended. Losses increase, wear accelerates, and efficiency drops further.
These aren't glamorous interventions, but they're often the reason one machine's running costs climb unnoticed past its neighbour's.
Maintenance tasks that pay back quickly
The practical routine is straightforward:
- Inspect pressure drops across filters and known restriction points.
- Check hose and fitting condition before “small” leaks become chronic waste.
- Sample and review fluid condition on a planned basis.
- Verify settings after service work. Mis-set reliefs and compensators undo good design.
- Watch idle behaviour during maintenance rounds. A machine left running unloaded is still consuming energy.
Maintenance teams often save more energy by restoring correct hydraulic condition than by replacing major hardware too early.
Condition-based planning helps here because it shifts attention from calendar-only servicing to actual machine state. If you're reviewing that approach, condition-based maintenance is worth understanding in hydraulic terms.
A forecasting mindset also improves spares planning and intervention timing. Maintenance managers who want a cleaner way to think about trend quality, error and decision confidence may find PlotStudio AI's guide to mastering forecasting useful as a general framework for planning from operating data.
Use operating evidence, not guesswork
Video walkthroughs can also help teams standardise what good inspection looks like in practice.
When maintenance records, contamination checks, temperature trends and operator feedback all point in the same direction, you can act early. That's usually cheaper than waiting until heat, noise or sluggishness force a failure response.
Calculating ROI and Reviewing Real-World Examples
The technical case for hydraulic efficiency is easy to make. The budget case needs clearer language. Most approvals depend on whether you can show what changes, what it costs, and how the business gets paid back.
The cleanest way to do that is to compare the old system with the proposed system using your site's own data. Don't overcomplicate it. You need the current operating pattern, the expected reduction in wasted running, the installation cost, and any maintenance effect that is likely to follow.
A simple ROI method
Use this order:
- Record the current baseline in kWh over a representative period.
- Convert that to annual energy cost using your actual tariff.
- Estimate the new annual kWh after the upgrade.
- Subtract the new cost from the old cost to get annual saving.
- Add installation and commissioning cost to get project spend.
- Divide project spend by annual saving to calculate payback period.
If the system also reduces heat load, unplanned stoppages or oil stress, note those benefits separately. They matter, but many finance teams prefer the energy case to stand on its own first.
A hypothetical example
Take a plant with an older fixed-displacement power pack that runs through loaded and idle periods with limited control refinement. The proposed change is a load-sensing replacement with revised standby behaviour and better pressure matching. The exact figures will vary by duty cycle and tariff, so the table below is a template rather than a universal result.
| Metric | Old System Fixed | New System Load-Sensing | Annual Savings |
|---|---|---|---|
| Annual energy use kWh | Insert measured figure | Insert projected figure | Old minus new |
| Annual electricity cost GBP | Insert current annual cost | Insert projected annual cost | Old minus new |
| Maintenance impact | Higher heat and wear exposure | Lower heat stress expected | Qualitative benefit |
| Downtime risk | Existing condition | Review after commissioning | Qualitative benefit |
| Capital and installation cost GBP | Existing asset | Insert project spend | Not applicable |
| Simple payback | Not applicable | Project spend divided by annual savings | Result in years |
What decision-makers usually miss
They tend to focus on purchase price and underestimate waste during idle and partial-load operation. They also assume a replacement should match the original specification exactly. That can be the wrong move if the original system was oversized or controlled poorly.
The strongest ROI cases are usually built from measured behaviour, not catalogue assumptions. When the data shows long idle running, chronic heat or repeated throttling losses, the financial argument becomes much easier.
Your Next Steps Towards a Greener Hydraulic System
UK businesses rarely get meaningful energy savings from small tweaks alone. The stronger returns usually come from one commercial decision. Stop accepting hydraulic waste as a fixed overhead and treat it as recoverable margin.
That changes how projects are approved. A pump, valve block or control upgrade should be judged against annual electricity cost, heat load, oil life, maintenance hours and production risk, not just purchase price. In practice, the best results often come from correcting idle losses, poor pressure matching and oversized legacy hardware that has been left in service for years because it still functions.
There is also a wider operational case. Lower electricity use reduces the upstream pollution associated with power generation, which the NRDC notes carries public health benefits as energy efficiency improves. For UK operators facing tight margins, rising energy costs and closer scrutiny on environmental performance, that gives efficiency work value beyond the meter.
The next sensible move is to put a GBP figure against the waste that still exists in your system, then compare that with the installed cost of fixing it. If the numbers support action, specify the change properly and commission it against measured performance, not assumptions. That is how efficiency upgrades hold up in practice.
If you'd like practical advice on reducing hydraulic energy waste, speak to MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message at MA Hydraulics contact page.
