Volumetric efficiency in a hydraulic pump is the ratio of its actual fluid output to its theoretical output, expressed as a percentage. If a 100 cc/rev pump delivers 92 cc/rev, its volumetric efficiency is 92%, and the missing flow is leakage inside the pump.
That matters when you're standing in front of a machine that should be moving faster than it is. The ram is slow, the oil is warming up, the motor sounds loaded, and the pump on paper still looks correct for the job. In practice, the nameplate displacement only tells you what the pump should move if nothing leaks internally.
For maintenance engineers and junior designers, that's why what is volumetric efficiency isn't just a theory question. It's one of the quickest ways to understand whether a pump is healthy, worn, wrongly selected, or being asked to work in conditions that don't suit it.
Why Pump Flow Rate Does Not Tell the Whole Story
A common workshop problem goes like this. An agricultural machine comes in because the hydraulic cylinder is extending too slowly. The pump displacement matches the original design, the prime mover is still turning it at the expected speed, and the valve block isn't obviously at fault. Yet the actuator is still lazy under load.
The missing piece is usually that rated flow and delivered flow are not the same thing. A pump's catalogue figure is a theoretical output based on displacement and speed. The machine only sees the flow the pump can deliver once internal leakage, oil condition, wear, pressure, and operating temperature have had their say.
That gap is where volumetric efficiency becomes useful. In hydraulic terms, it tells you how much of the pump's design output is really getting into the circuit rather than slipping back internally. It's one of the most practical indicators of pump condition because it converts a vague complaint, such as “it feels weak” or “it's slower than it used to be”, into something you can test and reason through.
If you're checking cylinder speed, motor speed, or overall system output, a proper grasp of hydraulic flow rate calculations helps, but flow rate alone won't explain why a correctly sized pump is underperforming in service.
The same phrase means different things in different trades
Volumetric efficiency is also used in engine work, where it describes how well an engine cylinder fills with air. That usage is valid, but it's not the one that helps you diagnose a slow tipper circuit or a hesitant press.
In hydraulic maintenance, the term is far more direct. It's about flow lost to internal leakage. Once you frame it that way, a lot of field faults become easier to read.
A pump can be the right size on the drawing and still be the wrong performer on the machine.
Why this matters on real equipment
On mobile plant and industrial machinery, low volumetric efficiency shows up in ways operators notice quickly:
- Slow actuators: Cylinders and motors don't get the flow they should.
- Heat generation: Lost flow usually turns into wasted energy and warmer oil.
- Poor repeatability: Machine motions vary more as oil temperature changes.
- False blame on other parts: Valves, seals, or cylinders get replaced when the pump is the actual source of loss.
That's why experienced fitters don't stop at displacement. They ask a harder question. How much flow is the pump really producing under the conditions the machine operates in?
The Core Concept of Volumetric Efficiency and Its Formula
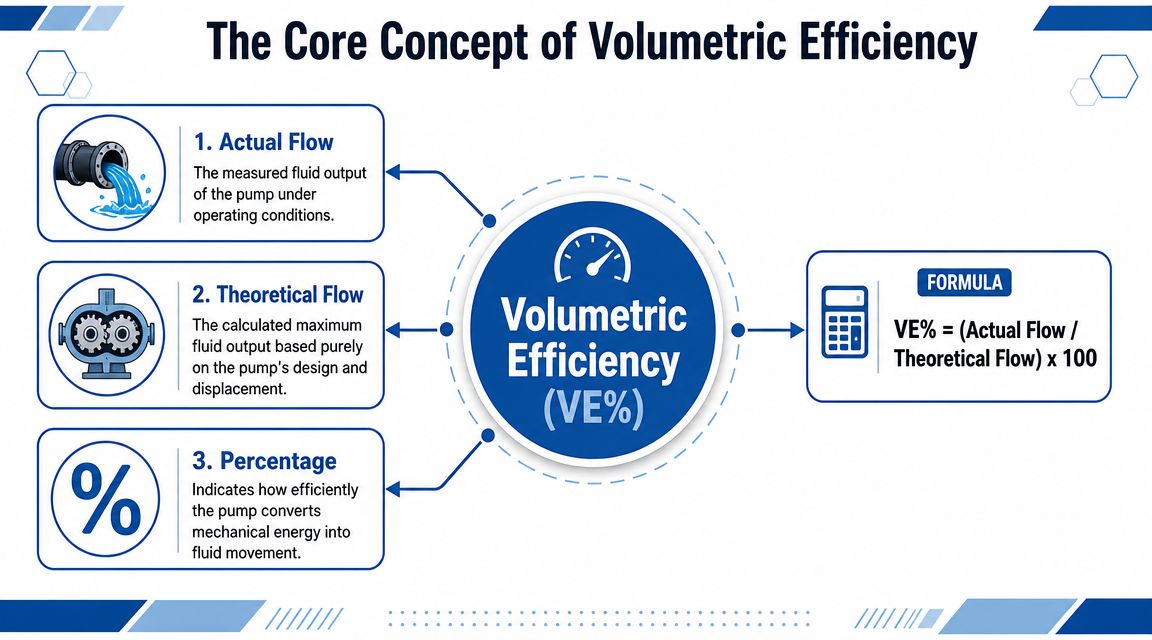
At its simplest, volumetric efficiency is the percentage of flow a pump delivers compared with the flow it would deliver if there were no internal leakage. The standard expression is:
VE % = (Actual Flow / Theoretical Flow) × 100
That's the whole idea. You compare what the pump should produce with what it really produces.
What each part means
The formula only becomes useful when each term is clear:
- Actual Flow: The measured output under operating conditions, usually taken with a flow meter.
- Theoretical Flow: The pump's ideal output based on displacement and speed, assuming no leakage at all.
- Percentage result: A simple way to judge how closely the actual pump matches the ideal one.
In workshop terms, theoretical flow is what the pump was designed to move. Actual flow is what gets out of it in service.
Why actual flow is lower
The main reason is internal leakage, sometimes called slip. Oil doesn't all travel neatly from inlet to outlet. A small amount leaks across internal clearances from the high-pressure side back to the low-pressure side.
A worn pump exaggerates this. So does oil that isn't well matched to the operating condition. The pump still turns. It still displaces oil mechanically. But more of that oil takes the easiest path through clearances rather than into useful work.
Consider a water pump with an internal seal that no longer holds tightly. The machine still runs, but some of the liquid keeps circling back inside instead of being pushed down the line.
Practical rule: Volumetric efficiency is less about the pump's size than about how much of its displacement survives leakage.
A simple worked example
A commonly cited hydraulic example uses a 100 cc/rev pump producing 92 cc/rev of actual output. That gives 92% volumetric efficiency, and the missing flow is attributed to internal leakage, as outlined in the hydraulic volumetric efficiency reference on Wikipedia.
That example is useful because it strips away jargon. A pump doesn't need to be catastrophically damaged to lose performance. It only needs enough internal leakage to shave off a modest amount of flow. On a machine, that can be the difference between acceptable and frustrating.
Typical VE Ranges for Different Hydraulic Pumps
Pump type makes a big difference to volumetric efficiency because internal design controls how well the unit limits leakage. That's why two pumps with similar nominal flow can behave very differently once pressure rises and the oil gets hot.
Side by side comparison
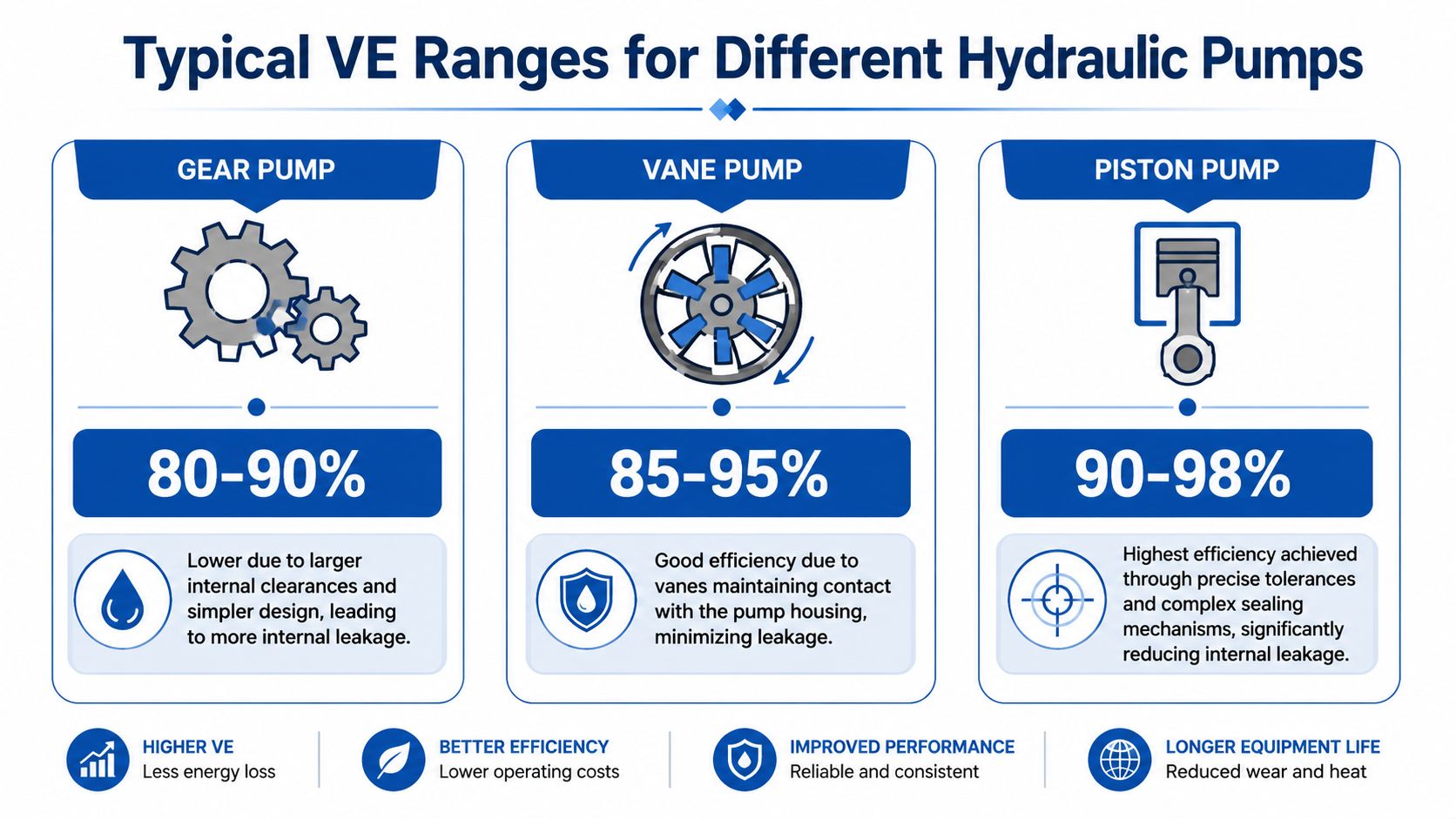
The published ranges often used for comparison are:
| Pump type | Typical VE range | What usually drives the result |
|---|---|---|
| Gear pump | 80-90% | Simpler design and larger internal clearances |
| Vane pump | 85-95% | Vanes maintain contact with the housing, reducing leakage |
| Piston pump | 90-98% | Tight tolerances and sealing arrangements minimise slip |
These ranges are summarised in the published comparison of typical volumetric efficiency for gear, vane, and piston pumps.
Why gear pumps sit lower
Gear pumps are popular because they're durable, straightforward, and economical. For a lot of mobile and industrial work, that makes them the right choice. But their internal geometry is less forgiving when clearances open up with wear or when operating conditions increase leakage.
That doesn't make a gear pump poor. It means you should expect its efficiency characteristics to differ from more precise pump types. A quality gear pump built to tight tolerances will perform properly within its class, which is one reason engineers often look closely at manufacturing quality when specifying replacements.
If you want a clearer picture of the internal principle, this guide on how a gear pump works is a useful companion.
Why vane and piston pumps usually do better
Vane pumps generally sit in the middle because the vanes maintain contact with the housing and help control leakage paths more effectively than a basic gear design.
Piston pumps tend to lead the field, especially in demanding systems. Their design uses tighter tolerances and more advanced sealing arrangements, so less oil slips internally. In pressure-heavy applications, that translates into better retained flow and more stable performance.
Selection should match the job
The practical takeaway isn't “always choose the highest VE pump”. It's to choose the pump type that fits the application:
- Gear pumps suit many mobile and general industrial duties where simplicity and durability matter.
- Vane pumps can be a good middle ground where smoother performance and improved efficiency are useful.
- Piston pumps make sense where pressure, control, and retained flow justify the extra complexity.
A junior designer who only compares displacement may miss that difference. A maintenance engineer who understands it can often explain why one machine family feels consistently stronger than another even when their paper flow figures look close.
What Causes Volumetric Efficiency to Drop
Low volumetric efficiency rarely arrives as a single dramatic failure. More often, it creeps in through wear, temperature, pressure, and oil condition until the machine no longer performs as expected.

Wear opens the leakage paths
As gears, housings, side plates, vanes, or pistons wear, internal clearances increase. Once those clearances open up, more oil can move from the pressure side back toward the inlet side instead of leaving the outlet port.
What you see on the machine is familiar. Functions slow down under load first. Then the system becomes more temperature-sensitive. Finally, operators start compensating by increasing speed or keeping controls open longer.
Pressure pushes harder against the pump
Higher pressure tends to force more oil through whatever leakage paths already exist. A pump that still looks acceptable in a lightly loaded circuit can show its weakness quickly when the duty becomes heavier.
That's why some faults only appear in certain parts of a machine cycle. A boom lift may seem fine while idling through light movements, then become obviously sluggish when lifting or crowding under load.
Oil viscosity matters more than people think
Fluid viscosity has a measurable effect on volumetric efficiency. If the oil is too thin for the operating temperature, internal leakage rises. In a worn gear pump, VE can drop by as much as 5-10% in that condition, while oil that is too thick can contribute to cavitation and incomplete filling on the suction side. The same source also notes that ISO VG 46 is a common baseline for UK industrial systems operating around 40°C, as discussed in Machinery Lubrication's article on hydraulic fluid viscosity and performance.
That single point explains a lot of workshop mysteries. A machine that works reasonably when cold can become disappointing once the oil thins at running temperature. The opposite problem also turns up. Oil that is too thick on the suction side can stop the pump filling cleanly, so effective flow still drops.
If the oil grade doesn't match the real operating temperature, you can chase symptoms all day and still miss the cause.
Contamination accelerates the decline
Dirty oil doesn't just threaten valves and cylinders. It steadily abrades the pump's internal surfaces and increases leakage over time. Good contamination control in hydraulic systems is one of the simplest ways to preserve pump condition before performance complaints start.
A contaminated system often leaves a pattern:
- Abrasive wear: Fine particles increase internal clearances.
- Erratic behaviour: Valves and pump internals suffer together, which muddies diagnosis.
- Rising heat: More leakage and friction both contribute.
- Shorter service life: Rebuilt or replacement parts are exposed to the same damaging oil if the root cause isn't corrected.
A useful visual overview of common pump efficiency loss mechanisms is below.
How to Measure and Calculate Volumetric Efficiency
Volumetric efficiency becomes valuable when you can measure it in a repeatable way. In practice, that means testing the pump under known conditions rather than guessing from operator comments alone.
What you need in the workshop
A basic test setup usually includes:
- A flow meter: To measure actual delivered flow.
- A pressure gauge: To confirm the pump is being tested under a defined load.
- A tachometer or speed reference: To verify pump speed.
- Pump displacement data: Taken from the manufacturer's specification or identification details.
- Stable oil condition: Because fluctuating temperature or aeration can distort the result.
The principle is straightforward. First calculate the theoretical flow from pump displacement and rotational speed. Then measure the actual flow under load. Divide actual by theoretical and multiply by 100.
A practical sequence
Use a consistent routine:
- Confirm the pump's displacement in cc/rev.
- Check the drive speed so you know the pump is running at the intended rpm.
- Bring the oil to a stable operating condition rather than testing one minute after start-up.
- Apply a defined load and record the actual flow with a calibrated meter.
- Calculate VE using the standard formula.
- Repeat if needed to confirm the reading is stable rather than a one-off fluctuation.
Test the pump at the condition where the complaint exists. A reading taken at the wrong load or temperature can make a weak pump look healthy.
Worked example one
Take the standard reference example already used earlier, because it's clean and easy to visualise.
| Item | Value |
|---|---|
| Theoretical output | 100 cc/rev |
| Actual output | 92 cc/rev |
Calculation:
VE % = (92 ÷ 100) × 100 = 92%
That result tells you the pump is losing a portion of its output to internal leakage. Whether that is acceptable depends on the pump type, service condition, and the duty expected of it.
Worked example two
The same method works with any measured figures from your own test bench. Start with the displacement and speed to get theoretical flow. Measure actual flow under the same condition. Then compare the result with what you'd expect from that pump type and duty.
A useful way to record it is with a simple worksheet:
- Pump identification
- Displacement
- Drive speed
- Measured pressure
- Oil condition and temperature band
- Actual measured flow
- Calculated VE
- Observed symptoms on machine
That sheet often tells a fuller story than the percentage alone. If a pump's VE is lower than expected and the oil is hot, thin, or contaminated, the calculation becomes the start of diagnosis rather than the end of it.
What the number helps you decide
Once you have a measured VE figure, you can make better maintenance decisions:
- Keep the pump in service if the result is acceptable and the complaint lies elsewhere.
- Inspect the wider circuit if the pump tests well but the machine remains slow.
- Plan repair or replacement if the pump's retained flow is no longer adequate for the duty.
- Review operating conditions if poor viscosity control or contamination is likely to be driving the loss.
That's the true value. VE testing stops people replacing parts on instinct.
Practical Tips to Maintain and Improve Pump VE
If you want to preserve volumetric efficiency, the best approach is boring in the right way. Keep the oil clean, keep the temperature controlled, use the right viscosity, and don't ignore early symptoms. Most pumps don't lose performance overnight. Maintenance teams usually get plenty of warning if they know what to watch for.
The habits that protect flow
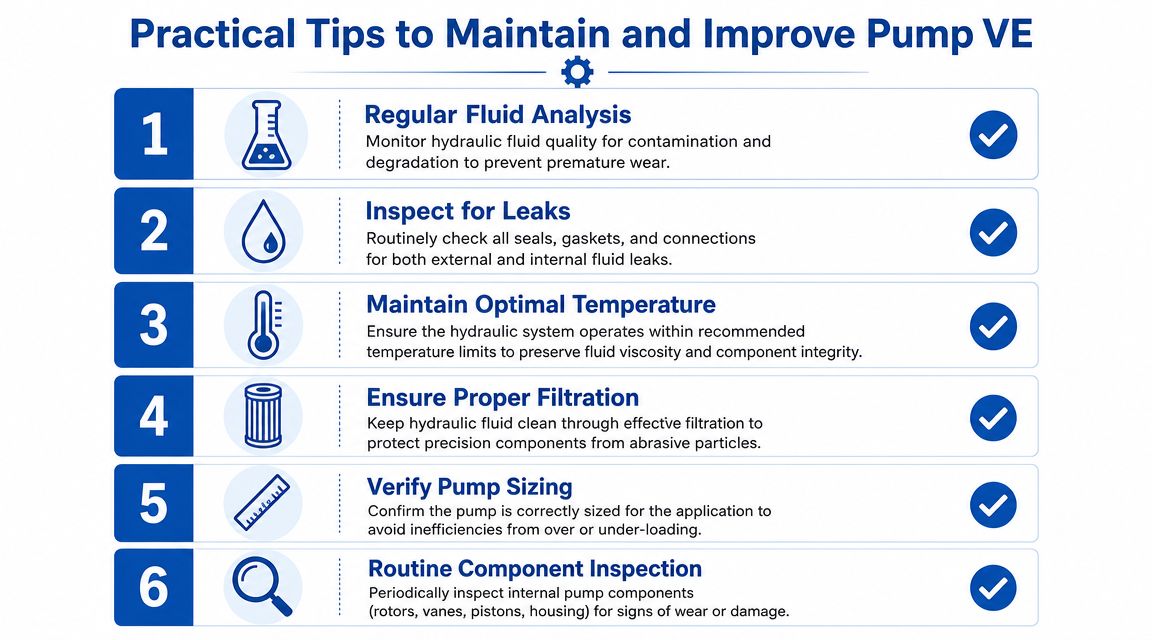
Some actions make a noticeable difference over the life of a pump:
- Use the correct oil grade: Match viscosity to the actual operating temperature, not just the season or what happens to be on the shelf.
- Control contamination: Filtration and clean filling practices matter because abrasive wear opens leakage paths.
- Watch heat closely: If oil runs too hot, leakage usually gets worse and performance drifts.
- Inspect suction conditions: Restrictions, air ingress, or poor suction layout can reduce effective filling and muddy the diagnosis.
- Replace worn parts properly: A rebuild only helps if clearances, seals, and surfaces are restored to proper condition.
- Check the duty cycle: A pump that is constantly run near the edge of what the application demands won't hide deterioration for long.
What works and what doesn't
Some workshop responses sound sensible but don't solve the root problem.
What works
- Measuring flow under load.
- Reviewing oil viscosity against actual operating temperature.
- Looking at contamination history before fitting another pump.
- Checking whether the selected pump type suits the pressure and duty.
What doesn't
- Swapping pumps without checking the old one's condition.
- Masking a flow loss by turning up prime mover speed.
- Assuming all sluggish functions come from the cylinder or valve block.
- Treating hot oil as normal when it's a symptom.
A healthy hydraulic system doesn't rely on compensation. It relies on a pump that still delivers the flow the circuit was designed around.
Good maintenance supports good design
Designers sometimes focus on the initial selection and leave serviceability for later. Maintenance teams then inherit a system that's awkward to test, awkward to keep clean, and awkward to cool. That's where volumetric efficiency becomes a shared responsibility.
A well-designed circuit gives engineers a fair chance to preserve pump health. A well-maintained circuit gives the pump a fair chance to hold its performance. When those two line up, machines stay predictable for much longer.
Achieving Peak Efficiency with MA Hydraulics
Volumetric efficiency is one of the clearest ways to separate a hydraulic system that only works on paper from one that works properly in service. It connects pump selection, oil condition, contamination control, temperature management, and troubleshooting into one practical measure.
For OEMs, plant engineers, and service teams, the lesson is straightforward. Don't judge a pump by displacement alone. Judge it by the flow it can still deliver under pressure, temperature, and duty of the machine. That's what tells you whether the component choice was right, whether wear is taking hold, and whether the rest of the circuit is getting the supply it needs.
That's also why quality component selection at the start matters so much. A properly matched gear, vane, or piston pump gives you a better foundation for efficiency from day one. In bespoke industrial power packs and mini power pack assemblies, every part around the pump also matters. Motor choice, valve selection, filtration, reservoir design, and cooling all influence how well the system holds its performance over time.
MA Hydraulics Ltd supports customers across mobile and industrial applications with hydraulic component supply, application advice, cross-reference support, and bespoke power pack builds. Whether the job involves a replacement pump, a new machine design, or a complete hydraulic power solution, good technical selection is still the fastest route to reliable flow and long service life.
For expert advice on pumps, power packs, and hydraulic component selection, contact MA Hydraulics Ltd. Call 01724 279508 today, or send us a message.
