If you're specifying a new machine, replacing a failed unit on a loader, or trying to stop a hydraulic pack from running hot for no obvious reason, the same two questions usually land on the bench first. Have we chosen the right pump and motor, and are we looking at catalogue figures or real operating performance?
That's where most trouble starts. On paper, many hydraulic pumps and motors can look interchangeable. In service, they aren't. A pump that's cheap to buy can cost far more in wasted energy, heat and downtime. A motor that's technically “rated” for the pressure can still give poor torque, bypass too early, or suffer a short life if the relief setting, duty cycle and contamination control aren't right.
In UK industry, those mistakes show up everywhere. Agriculture, materials handling, compact plant, factory machinery and bespoke power packs all rely on hydraulic pumps and motors doing two jobs properly. First, they must convert energy efficiently. Second, they must survive real conditions, including cold starts, wet yards, hose changes in the rain and maintenance practices that are never as clean as the drawing office assumed.
The Power Behind the Machine An Introduction
Hydraulic systems only earn their keep when they move real loads reliably. Nobody buys a pump because the nameplate looks tidy. They buy it because a conveyor has to run, a tipper has to lift, an attachment has to rotate, or a press has to cycle all day without cooking the oil.
That's why pump and motor choice matters more than many procurement lists suggest. Get the pairing right and the machine feels strong, controlled and predictable. Get it wrong and you see the familiar symptoms. Lazy starts, poor torque, excessive heat, noisy operation, nuisance relief opening and seal failures that seem to come back no matter how many parts are changed.
What engineers actually need to know
For practical work, the important questions are usually these:
- Load first: What force or torque does the machine really need under peak duty, not just in ideal running?
- Speed second: How fast must the actuator or shaft move in normal service?
- Duty cycle: Is it intermittent, constant, reversing, shock-loaded, or exposed to frequent cold starts?
- Environment: Will it live inside a clean plant room or outside on a wet site in North Lincolnshire in January?
- Lifecycle cost: Is the cheapest fixed-displacement option really the lowest-cost choice once energy loss and heat are taken into account?
Those questions decide far more than brand preference ever will.
One historical point still matters today. The move from craft-built pump components to standardised engineering practice has deep roots. In 1917, representatives from 16 pump companies formed the Hydraulic Institute to establish shared standards for manufacture and performance, helping move the industry towards interoperable, reliable component design and testing, as noted in this history of the Hydraulic Institute.
The two areas most often missed
In my experience, two subjects are still under-discussed when people talk about hydraulic pumps and motors.
The first is true running cost. A pump selection shouldn't stop at displacement and pressure rating. In UK manufacturing, energy use is still a serious operational issue. Final energy consumption in UK manufacturing was 58.3 TWh in 2023, and the government's industrial decarbonisation work treats efficiency as a major route to emissions reduction, as discussed in this piece on pumps, motors and hydraulic system efficiency.
The second is contamination control in UK weather. A machine that works perfectly in a clean workshop can fail quickly in a wet yard if breathers, fluid handling and cold-start practice are poor.
Practical rule: Most hydraulic failures blamed on “bad components” are really selection, settings, contamination or installation problems.
How Hydraulic Pumps and Motors Fundamentally Work
A hydraulic pump is the system's heart. A hydraulic motor is the muscles. That analogy is simple, but it's accurate enough to be useful in the workshop and on a design review.
The pump doesn't create force directly. It creates flow by moving oil from the reservoir into the circuit. Pressure only rises when that flow meets resistance. If the oil has an easy path back to tank, pressure stays low. If the oil has to push a load, pressure rises until the load moves or the relief valve opens.
The basic energy conversion
In simple terms:
- Prime mover input: An electric motor, engine or PTO turns the hydraulic pump.
- Pump action: The pump traps and moves a fixed amount of oil per revolution in a positive-displacement design.
- Pressure generation: The load resists movement, so system pressure builds.
- Motor output: Oil flow enters the motor, and the motor converts hydraulic energy back into rotary motion and torque.
- Return circuit: Oil returns to tank and the cycle repeats.
That's the whole loop. Everything else, valves, filters, coolers, load-holding devices and controls, exists to make that loop safe, stable and efficient.
Hydraulic systems remain popular because they pack a lot of output into a small space. A hydraulic pump-and-motor combination can deliver about 16:1 by weight and 8:1 by volume compared with an equivalent electric motor and generator, which is one reason they remain dominant in compact industrial and mobile machinery, according to this history of hydraulic systems.
A short visual explanation helps if you're training fitters or junior engineers:
Why positive displacement matters
Most hydraulic pumps and motors used in working machinery are positive-displacement units. That means each revolution is intended to move a defined volume of oil.
That's important because control depends on predictable displacement. If a pump moves a set volume per turn, then shaft speed gives a predictable theoretical flow. If a motor receives a set flow, then its speed is broadly predictable too, subject to leakage, pressure and load.
The point that trips people up
The pump creates flow. The load creates pressure.
That sounds basic, but a lot of bad fault-finding starts when people reverse those ideas. If a machine is slow, the problem may be inadequate flow, internal leakage, bypassing, poor volumetric efficiency or excessive oil viscosity. It isn't automatically “low pressure”. Likewise, if pressure is high, that doesn't prove the machine is doing useful work. It may be working against restriction.
A hot hydraulic system is often telling you that power is being made and then wasted.
A Guide to Hydraulic Pump and Motor Types
Most UK engineers will spend most of their time around three families. Gear, vane and piston units. All three can do good work when they're applied properly. Problems start when one type is expected to behave like another.
Gear units
Gear pumps and gear motors are common because they're straightforward, durable and usually economical. They suit a lot of mobile and industrial duties where simplicity matters more than ultra-fine control.
You'll often see them specified by Group size, such as Group 1, Group 2 or Group 3, and by function such as unidirectional or reversible. If you're looking at stock options for general replacement or new build work, a typical starting point is a range of gear hydraulic pump options matched by group, rotation and mounting.
They work well where the circuit is practical rather than delicate. Agricultural implements, small power packs, conveyors, tipper systems and straightforward auxiliary drives are typical examples.
What they don't like is being asked to deliver precision control they weren't designed for, or to survive poor suction conditions, dirty oil and badly set relief valves forever.
Vane units
Vane pumps sit in the middle ground. They're often chosen where smoother flow, lower noise and decent efficiency matter, but where the complexity and cost of a piston pump aren't justified.
In fixed industrial settings they can be a sound choice. In dirty, wet, heavily shocked mobile work, they're less forgiving than many gear units. Selection has to match the duty.
Piston units
Piston pumps and motors are for higher-performance work. They suit applications where pressure capability, controllability and efficiency justify the extra complexity and higher purchase cost.
That's often where lifecycle thinking matters. In a continuous-duty machine, a more efficient variable-displacement piston arrangement can save enough energy and reduce enough heat to justify itself. In a simple intermittent machine, it may be unnecessary expense.
Quick comparison
| Characteristic | Gear Pumps | Vane Pumps | Piston Pumps |
|---|---|---|---|
| Typical strength | Simplicity and toughness | Smoother running | High control and efficiency potential |
| Cost position | Usually lower upfront | Mid-range | Usually higher upfront |
| Contamination tolerance | Often relatively forgiving | Moderate | Usually needs cleaner operating conditions |
| Best fit | Mobile plant, simple circuits, auxiliary functions | Industrial packs, smoother-duty systems | Demanding industrial and mobile systems |
| Common mistake | Treating nominal flow as delivered flow under load | Using in unsuitable dirty service | Overspending where the duty doesn’t require it |
What works and what doesn't
- Works well: Matching a gear pump to a straightforward open-centre circuit where low cost, ease of replacement and serviceability matter.
- Works well: Using a piston pump where varying duty makes efficiency and controllability worth paying for.
- Doesn't work well: Buying on displacement alone and ignoring leakage, duty cycle, contamination risk and thermal load.
- Doesn't work well: Fitting a reversible unit where a unidirectional one was intended, or vice versa, without checking circuit function and shaft loading.
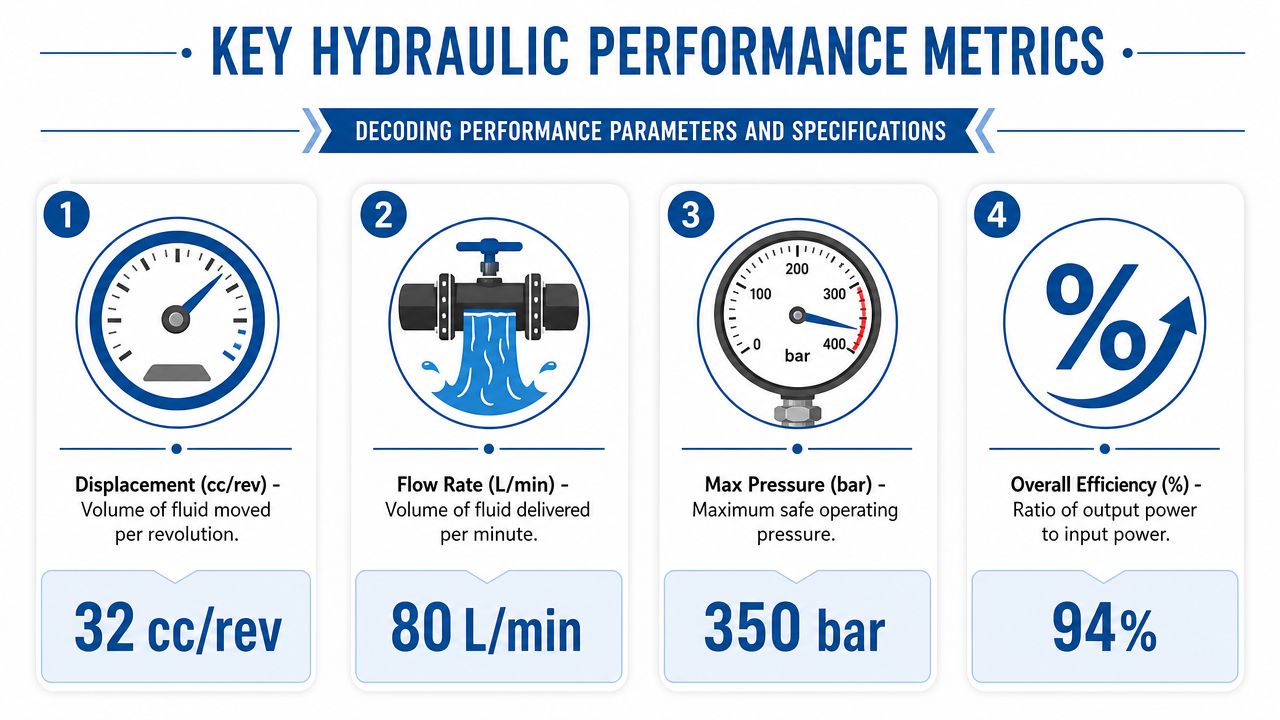
Decoding Performance Parameters and Specifications
Datasheets aren't difficult once you stop treating headline ratings as the whole story. The key is to understand what each figure means in service, not just on paper.
Start with displacement, not sales language
Displacement is the volume a pump or motor is designed to move per revolution. In metric work that's usually cc/rev. It gives you the theoretical basis for flow or speed.
From there:
- Flow rate tells you how much oil is delivered over time, often in L/min
- Pressure rating tells you what load the component can handle safely
- Speed determines how fast the pump is driven or the motor rotates
- Torque matters mainly on motors, because it tells you what turning force is available at the shaft
That set of figures is interdependent. Increase load and pressure rises. Increase pressure and internal leakage usually rises too. That means real delivered flow can fall away from the neat theoretical figure.
Why efficiency matters more than many buyers think
There are several efficiency terms in hydraulics, but the one people feel first in service is volumetric efficiency. That's the gap between theoretical flow and actual delivered flow.
As pressure rises, internal leakage increases and volumetric efficiency drops. That's why nominal displacement alone is not enough to compare hydraulic pumps and motors properly. ISO-based data is the correct benchmark here. ISO 4409 defines steady-state performance testing, and ISO 8426 defines how capacity is determined from experimental discharge and intake behaviour, as explained in this guide to hydraulic pump and motor ISO standards.
If you want a plain-language explanation of how this affects day-to-day performance, this note on what volumetric efficiency means in practice is worth keeping in mind when comparing catalogue data.
Key point: A published flow figure is only meaningful if you know the test conditions behind it.
Read the duty point, not just the headline
When reviewing a datasheet, ask these questions:
- At what pressure was this performance measured?
- What oil viscosity was used?
- What shaft speed was assumed?
- Is the rating continuous, intermittent, or shock?
- Does the motor torque figure reflect real running conditions or just theory?
A component can be perfectly acceptable at one duty point and a poor choice at another.
What to compare between suppliers
Use a shortlist like this:
| Parameter | What it tells you in practice |
|---|---|
| Displacement | Base volume moved each revolution |
| Pressure range | Load-carrying ability and likely component stress |
| Speed range | Safe operating envelope |
| Efficiency data | Likely heat generation and real output |
| Test standard basis | Whether comparisons are technically fair |
The engineers who get this right don't just avoid underperformance. They also avoid buying oversized pumps and motors that waste energy all day.
How to Select and Size Components Correctly
A machine that stalls on a cold Monday morning or runs hot every Friday afternoon is often suffering from the same problem. The pump or motor was chosen from catalogue headlines instead of the actual duty cycle.
Correct sizing starts with the job the machine has to do, every hour, in the conditions it experiences in the UK. That means load, speed, pressure peaks, oil temperature, contamination risk and running hours. It also means looking past purchase price, because an inefficient pump can cost more in power and heat than it ever saved on day one.
Start with the real duty, not nominal figures
For a motor-driven function, define the torque required at the shaft under the worst normal operating condition. Include breakaway load, inertia, gradients, shock loading and any part of the cycle where the machine starts under load. If the application has a nasty habit of jamming, reversing or snatching, size for that reality rather than the clean version in the design notes.
Then define speed for each operating state. Loaded travel, unloaded return, creep, positioning and high-speed approach all matter. Average figures hide problems. I have seen plenty of systems sized for an average flow that looked fine on paper and spent their working life either sluggish under load or dumping oil across relief.
For gear motors, one practical rule from a Concentric AB technical manual is to estimate displacement in cubic inches per revolution by multiplying required torque by 88 and dividing by pressure in psi. The same manual gives reference pressure and bypass guidance for gear motor application, which is useful as a starting point, but final settings still need checking against your own speed range, relief arrangement and shock conditions.
Size from the full cycle
A good selection process usually answers five questions:
- What torque is needed at the output shaft during the hardest normal part of the cycle?
- What speed is required in each operating mode?
- How long does the machine spend at high pressure, low load or standby?
- What oil viscosity and temperature range will it see in service?
- How dirty or wet is the operating environment likely to be?
That last point gets missed too often. In the UK, outdoor plant and mobile equipment do not live in a dry test cell. Water ingress, dirty hose changes and poor storage conditions all affect clearances, efficiency and service life. A sizing decision that ignores contamination control usually looks cheap at purchase and expensive by year two. This is why we treat hydraulic contamination control for mobile and industrial systems as part of component selection, not an afterthought.
Relief settings are part of sizing
A motor is not properly sized until the protection settings are correct.
If relief pressure is too low, the motor bypasses before it can produce useful torque. If it is too high, shaft loads, case pressure and shock stress rise quickly, especially during rapid reversals or overrun conditions. Problems then show up as heat, noise, seal failures or short bearing life.
Copied settings are a common cause of trouble. A relief value that worked on one machine may be wrong on another if the speed, inertia, hose length or valve response is different.
Account for lifecycle cost, not just invoice cost
This is how experienced buyers save money.
A fixed-displacement gear pump is often the right choice for simple, intermittent duty. It is straightforward, durable and usually economical to replace. On a machine that runs long shifts at varying loads, that same pump may shear oil, generate unnecessary heat and waste power across relief or restrictive control valves. The result is higher electricity use, more cooling demand and shorter oil life.
Check the running pattern before choosing the architecture:
- Does the system spend long periods circulating excess flow?
- Does it idle at pressure or hold against relief?
- Are oil temperatures regularly higher than they should be?
- Would a variable displacement or load-sensing arrangement cut wasted flow in normal service?
- Will lower heat load reduce cooler size, fan use or maintenance frequency?
Those answers shape the true cost of ownership. In many cases, the cheapest unit to buy is not the cheapest unit to run.
A general reference on pump motor selection and sizing can help frame the decision, but final selection still needs proper hydraulic calculations and an honest view of how the machine is used.
Leave margin, but do not oversize blindly
Some margin is sensible. None of us wants a pump or motor operating on its limit every day. Oversizing, though, creates its own problems. Large pumps running light loads waste energy. Oversized motors can force compromises in speed, control resolution and low-speed behaviour. The right answer is enough capacity for the duty cycle, expected wear, and a reasonable operating reserve, without building permanent inefficiency into the circuit.
That is the difference between a system that merely works and one that keeps working efficiently.
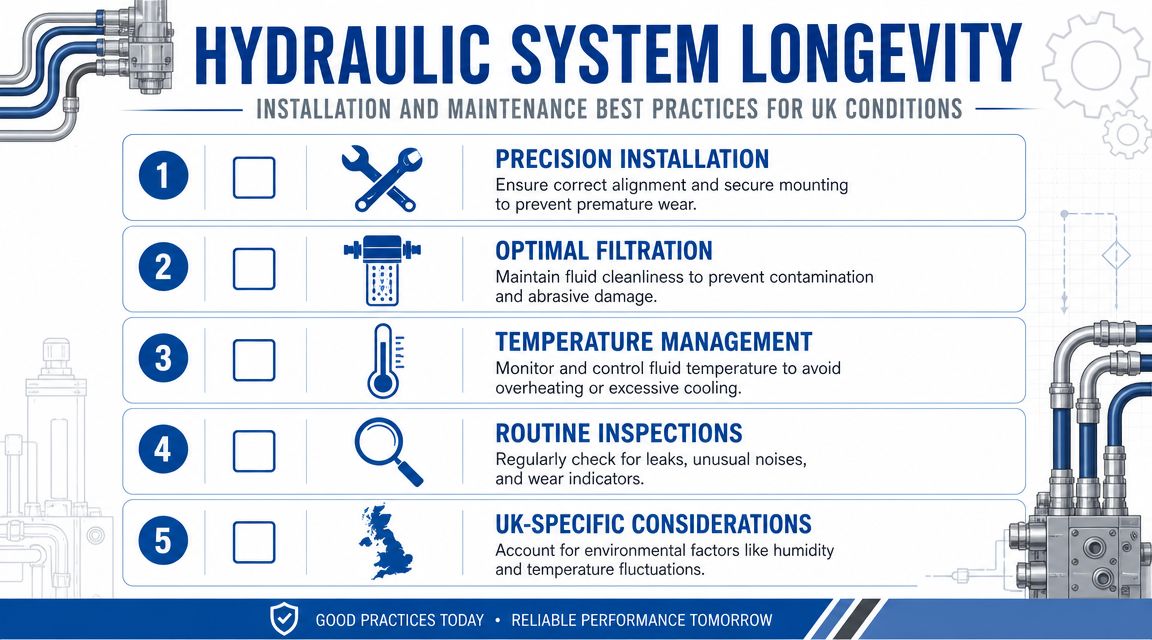
Installation and Maintenance Best Practices for UK Conditions
A good hydraulic pump can be ruined by a bad install. A well-sized motor can fail early if the oil is wet, cold, dirty or aerated. Reliability starts with mechanical basics, then lives or dies on contamination control.
Install it as if you intend to keep it
There are no shortcuts here.
- Alignment matters: Misalignment loads shafts and seals. That damage rarely appears immediately. It shows up later as leaks, bearing wear and noise.
- Clean assembly matters: Hose swarf, dirty adaptors and open ports during fitting work their way into the system quickly.
- Reservoir design matters: Poor breathing, poor return arrangement and poor deaeration all shorten component life.
- Pipework support matters: Unsupported lines transmit vibration and fatigue loads back into pump and motor bodies.
UK weather changes the maintenance picture
For outdoor machinery in Britain, moisture is not a side issue. It's one of the main issues.
The UK had its wettest spring on record in 2024, with England and Wales also seeing exceptionally wet conditions, increasing the risk of water ingress during storage and maintenance, according to this discussion of hydraulic pump troubleshooting and contamination risk. The same source highlights water contamination as a major cause of pump failure.
That lines up with what field engineers already know. Rain during hose changeouts, damp breathers, condensation in tanks and poor storage practice all put water where it doesn't belong.
For a more focused look at prevention methods, this guide to contamination control is directly relevant to pump and motor life.
The maintenance actions that actually pay off
Use a routine that targets the common UK failure modes:
- Protect the reservoir: Fit the right breather for the environment and replace it before it becomes ineffective.
- Control cleanliness: Filter replacement and fluid handling must be disciplined, especially after hose failures or component changes.
- Watch seasonal starts: Cold oil raises viscosity. That affects inlet conditions, pressure drop and response.
- Inspect for water signs: Milky fluid, corrosion staining and unexplained filter distress need action, not guesswork.
- Check heat trend: If a machine is slowly running hotter over time, assume efficiency loss or restriction until proven otherwise.
Outdoor hydraulic equipment in the UK doesn't fail only from wear. It often fails from moisture, dirt and poor handling introduced during maintenance.
What doesn't work
A few habits repeatedly cause expensive trouble:
| Poor practice | Likely result |
|---|---|
| Leaving ports open during repair | Contaminant entry and early wear |
| Ignoring breather condition | Water ingress and reservoir contamination |
| Starting hard in cold oil | Cavitation risk, seal stress and poor lubrication |
| Changing parts without flushing or checking oil condition | Repeat failure that looks like a component defect |
Preventive maintenance isn't paperwork. It's the cheapest reliability work most sites can do.
Your Partner for Hydraulic Components and Systems
A machine comes in with a failed pump, excessive heat, and a replacement history that makes no sense on paper. The usual problem is not the pump on its own. It is a poor match between the pump, motor, controls, filtration, reservoir design and the way the machine works in service.
Good hydraulic results come from treating the system as one package. A Group 2 gear pump can be the right choice for a simple duty with modest efficiency demands and clean operating conditions. Put that same pump into a machine with long idle periods, repeated cold starts, frequent reversing or high contamination risk, and the lifetime cost changes quickly. Purchase price matters, but energy loss, heat generation, unplanned stoppages and oil condition usually cost more over the life of the machine.
The same applies to motors. Pressure rating on its own does not tell you enough. Real torque demand, case drain requirements, shock loading, start-up behaviour and speed stability all need checking if the machine is going to work reliably and stay efficient.
Building a system that works as a whole
A sound hydraulic package starts with the duty, not the catalogue page. In practice, that means checking:
- Pump choice: displacement, pressure capability, speed range, efficiency and tolerance of the expected contamination level
- Motor choice: output torque, speed range, drainage arrangement and how the motor will handle load reversals or shock
- Valve arrangement: control philosophy, pressure protection and whether modular CETOP layouts will simplify service work later
- Filtration layout: filter placement, dirt-holding capacity and access for routine element changes
- Mechanical integration: bellhousing, coupling, shaft, flange, tank layout and return flow path
For customers replacing components or specifying complete assemblies, MA Hydraulics Ltd supplies hydraulic pumps and motors, along with valves, filters, manifolds, gearboxes, clutches, couplings, Hydronit mini power packs and in-house industrial power packs up to 11 kW. That gives buyers a practical route to matched parts and assembled solutions, instead of mixing components that fit on paper but perform poorly together.
Where practical support makes the difference
The difficult jobs are rarely straightforward stock replacements. They are the machines with obsolete pumps, awkward shaft and flange combinations, reversible gear pump requirements, tight power pack space, or repeat failures caused by water ingress and dirty oil. UK outdoor equipment sees these problems regularly, especially where condensation, washdown and open-site storage are part of normal service.
Those cases need more than part-number matching. They need someone to check what the machine is doing, what it is costing to run, and why previous components failed. In many cases, a slightly different pump or motor specification reduces heat, improves cold-start behaviour and cuts repeat contamination damage. That is the sort of decision that improves lifecycle cost, not just first purchase cost.
The right hydraulic system delivers the required work, controls heat, manages contamination sensibly and remains serviceable in real operating conditions.
Contact Us for Expert Advice and Sourcing
A machine is down in the yard, rain has got into the breather, the oil has turned cloudy, and the replacement pump that looked correct on paper has failed far too soon. That is usually the point where proper selection work should have started.
Good advice at the sourcing stage cuts repeat failures, wasted power and poor cold-weather performance. The job is to match the pump or motor to the actual duty cycle, starting conditions, pressure peaks, shaft loading and contamination exposure, then check what that choice will cost to run over time, not just what it costs to buy.
For practical support on hydraulic pumps and motors, power packs, valves, filtration and awkward replacement units, contact MA Hydraulics Ltd on 01724 279508. We can help with component matching, lifecycle cost questions and contamination control measures that suit UK outdoor service conditions.
