Friday afternoon is when weak maintenance habits usually get exposed.
A power pack starts sounding rough. The motor is warmer than usual. The pump still runs, but operators say it “doesn't sound right”. By the time someone gets a proper look, production is already waiting, the stores team is checking stock, and everyone is hoping it's only a coupling or a bearing and not a chain of damage through the whole drive line.
That's where vibration analysis earns its place. It isn't a lab exercise and it isn't only for very large plants. It's a practical way to detect change in rotating machinery before that change turns into a stoppage. On pumps, motors, compressors, gearboxes, and hydraulic power units, vibration gives you an early view of what the machine is doing internally while it's still running.
For maintenance teams, the primary benefit is control. Instead of reacting to noise, heat, leakage, or failure after the event, you get a chance to plan the job, check parts, align the repair with production, and avoid a rushed diagnosis under pressure. That's also why reliability work should sit alongside wider thinking on assessing business risk and downtime costs, because the maintenance decision is rarely just about one failed component.
Where assets are spread across site or work under changing demand, tools such as remote monitoring systems for hydraulic equipment can make that early warning far more usable in day-to-day operations.
Introduction The Hidden Cost of Unplanned Downtime
The ugly part of unplanned downtime isn't only the failed part. It's the knock-on effect.
A failed bearing can pull a shaft out of true. A misaligned coupling can load seals, housings, and mounts. A pump with developing cavitation can be mistaken for a motor fault, and the wrong repair wastes a shutdown window. By the time the actual cause is found, you've spent labour, lost time, and still haven't fixed the machine properly.
That's why experienced engineers don't treat vibration as a specialist extra. They treat it as one of the clearest condition signals a rotating asset can give. If you measure consistently and trend properly, the machine starts to tell you whether the problem is building slowly, changing with load, or linked to a specific component.
Practical rule: If a machine's “normal noise” changes, don't rely on memory or opinion. Capture data from the same points, under comparable conditions, and compare against the machine's own history.
In hydraulic and industrial systems, this matters even more because so many faults overlap in the early stages. A power unit that vibrates more under pressure might have a mechanical issue, a hydraulic issue, or both. Without a disciplined method, teams can end up replacing what is accessible rather than what is wrong.
The shift from reactive work to planned work usually starts with one habit. Stop asking, “Has it failed yet?” Start asking, “Has its condition changed?”
What Is Vibration Analysis and Why Does It Matter
Vibration analysis measures how a machine behaves in service and uses that behaviour to judge mechanical condition. On a motor, pump, fan, hydraulic power unit, or gearbox, the moving parts generate repeatable vibration patterns. When balance shifts, alignment moves, bearings degrade, or a base starts to loosen, those patterns change. The job is to capture those changes in a way that helps you decide what to do next.
A non-invasive way to assess machine condition
Good vibration work lets you inspect the asset while it is running, under its normal load, without opening it up first. That matters on production lines and hydraulic systems where a strip-down costs time, creates contamination risk, or still leaves doubt about the actual fault.
It also changes the quality of maintenance decisions. Instead of relying on noise, temperature by touch, or the last failure someone remembers, you use measured condition from the bearings, casing, and structure. For teams trying to improve equipment uptime with CBM, that is usually where the value starts. Service intervals become easier to justify against actual machine behaviour.
What it changes in day-to-day maintenance
Used properly, vibration analysis helps teams answer practical questions earlier.
- Is the issue mechanical, hydraulic, or a combination of both? On a UK hydraulic pack, increased vibration under pressure may point to pump wear, coupling problems, pipe strain, or cavitation. The right reading stops guesswork.
- Does the machine need immediate action or planned attention? A stable but higher trend is a different maintenance problem from a fast-rising one.
- Are you fixing the cause or only the symptom? Replacing a bearing on a misaligned drive will not hold for long.
- Can the asset safely run to the next shutdown window? That decision is far stronger with trend data than with opinion.
One reading can flag abnormal behaviour. A trend shows whether the condition is stable, load-related, or getting worse.
Why it matters on UK hydraulic and industrial systems
Vibration analysis, therefore, surpasses textbook condition monitoring. Many UK industrial assets do not run at one steady speed and one steady load. Inverters change motor speed. Duty and standby pumps swap over. Hydraulic power units see different pressures across a shift. Process lines start, stop, and ramp. On that kind of equipment, a fault signature can move with operating conditions, so method matters as much as measurement.
A variable-speed pump set, for example, will not produce the same vibration pattern at 25 Hz as it does at 50 Hz. If you ignore speed and load, you can mistake normal operating change for a defect, or miss a developing problem because the readings were taken under the wrong conditions. In practice, the best results come from comparing like with like. Same measurement points. Similar speed. Similar load. Clear machine history.
Vibration analysis does not replace engineering judgement. It gives you a firmer basis for it, especially when faults overlap and the machine cannot afford repeated trial-and-error repairs.
Understanding Key Measurement Methods and Parameters
The most common mistake in vibration work is collecting data without thinking hard enough about what parameter suits the fault.
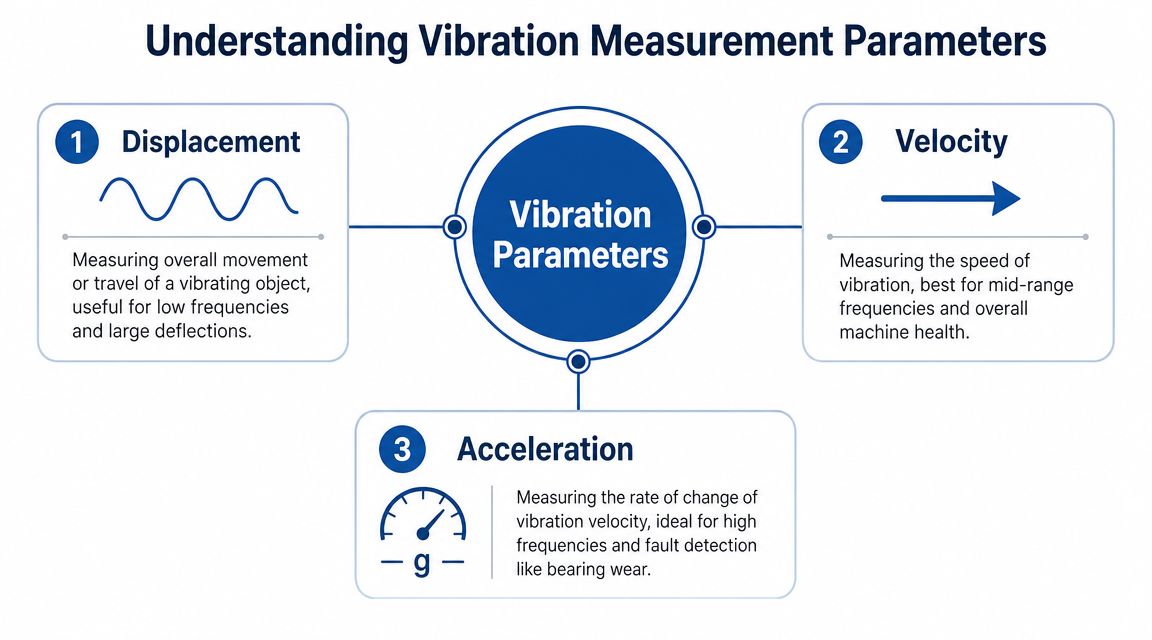
For rotating machinery, vibration analysis is most actionable when technicians trend velocity, acceleration, and displacement separately, because each one responds best to a different fault band. According to Fluke's guide to vibration analysis, displacement is most useful at lower frequencies, velocity is typically the primary severity metric for general machine condition, and acceleration is best for very high-frequency behaviour such as early bearing distress.
Displacement, velocity, and acceleration
Here's the practical view.
- Displacement suits low-frequency motion. If a machine has large physical movement, shaft motion, looseness, or low-speed mechanical behaviour, displacement can show that movement more clearly than the other metrics.
- Velocity is often the best broad severity indicator for general machine condition. On many rotating assets, it gives a sensible overall picture of whether the machine is running smoothly or becoming rougher over time.
- Acceleration is where you start seeing high-frequency content more clearly. That makes it useful for faults such as early bearing distress, where impacts and small high-frequency events may not stand out in velocity.
The point isn't that one parameter is “best”. The point is that each one answers a different question.
Why parameter choice affects diagnosis
A pump and motor set can look acceptable in one metric and suspicious in another. That isn't unusual. It's often the clue.
If you only collect one overall value and use it on every asset, you can miss the defect because you've chosen the wrong lens for the problem. That's why parameter choice should reflect the machine type, speed range, and expected fault modes. On systems that change speed or load, that choice becomes even more important.
If you're combining airborne noise or process sound with mechanical condition work, acoustic monitoring for industrial systems can complement vibration data, particularly where operators report “different noise” before there is an obvious mechanical symptom.
Field note: Don't ask a high-frequency bearing problem to reveal itself through a low-frequency metric and then blame the instrument when you can't see it.
What an FFT actually does
FFT sounds more intimidating than it is.
Think of the machine's raw vibration signal as hearing the whole workshop at once. You know there's noise, but you can't tell which machine is making which part of it. An FFT separates that one mixed signal into its individual frequency components. It helps you see whether the energy sits at running speed, at harmonics, or in the higher-frequency region where bearing or gear-related activity often appears.
That matters because diagnosis depends on pattern, not just amplitude. The raw level tells you there is energy. The spectrum helps explain where that energy is coming from.
How to Identify Common Machinery Fault Signatures
A spectrum won't diagnose the machine for you. It gives you clues, and you still have to read them with the machine layout and operating conditions in mind.
A technically competent team can get a long way by learning the common patterns first. One important warning, though. A common hidden failure mode is that teams collect vibration data but miss the fault because the chosen parameter does not match the defect mechanism. As noted by IVC Technologies on choosing the correct vibration parameter, the better approach is to compare parameter choice by asset class, load profile, and speed variation rather than treating every machine as the same job.
The signatures worth recognising first
The classic example is imbalance. A strong vibration response at 1× rotational speed often points in that direction. If the rotor mass is unevenly distributed, each revolution applies a repeating force, and the running-speed component tends to dominate.
Misalignment and looseness often show up through harmonics, which are multiples of running speed. On a coupled motor and pump, that matters because poor alignment can transfer stress into bearings, couplings, and seals before operators notice much change in performance.
Bearing wear usually appears differently. Higher-frequency components and sidebands are often the giveaway. That's one reason acceleration and proper spectral review matter when you suspect an early rolling-element issue.
On gearboxes, the frequency picture can be busy. Gear mesh effects, harmonics, and modulation can overlap with structural issues. In practice, that means a gearbox should never be assessed from one overall reading alone if you're trying to determine root cause.
Hydraulic systems need operating context
Hydraulic equipment adds another layer. Pumps and compressors can produce vibration changes linked to cavitation, turbulence, pressure variation, resonance, and mechanical defects. Some of those can look surprisingly similar if you don't know what the machine was doing at the time of measurement.
That's why the best analysts always ask a few plain questions first:
- What load was the asset under
- Was speed constant or varying
- Had pressure changed
- Was the noise present throughout the cycle or only at a certain operating point
- Was the reading taken at the same location as previous checks
If the machine wasn't running under comparable conditions, the comparison may be misleading before you even open the spectrum.
Common Fault Signatures in Vibration Analysis
| Fault Type | Typical Frequency Signature | Common Symptoms |
|---|---|---|
| Imbalance | Strong peak at 1× rotational speed | Steady vibration that rises with speed, often most obvious on rotating elements |
| Misalignment | Harmonics of running speed | Coupling issues, seal wear, bearing stress, vibration that may change across axial and radial directions |
| Mechanical looseness | Harmonics and a more complex spectrum pattern | Movement at feet, mounts, guards, or structure, unstable readings, worsening under load |
| Bearing wear | Higher-frequency components and sidebands | Rough running, growing noise, localised bearing distress |
| Gear wear | Frequency content linked to gear interaction plus harmonics or modulation patterns | Gearbox roughness, tonal changes, worsening vibration near gearbox housing |
| Cavitation or hydraulic flow disturbance | Can overlap with other signatures without clear separation from operating context | Noise changes with pressure or flow, inconsistent roughness, symptoms that come and go with duty |
Use the table as a field guide, not a shortcut. The same pattern can mean different things on different machines, and the same fault can present differently when speed, support stiffness, or pressure conditions change.
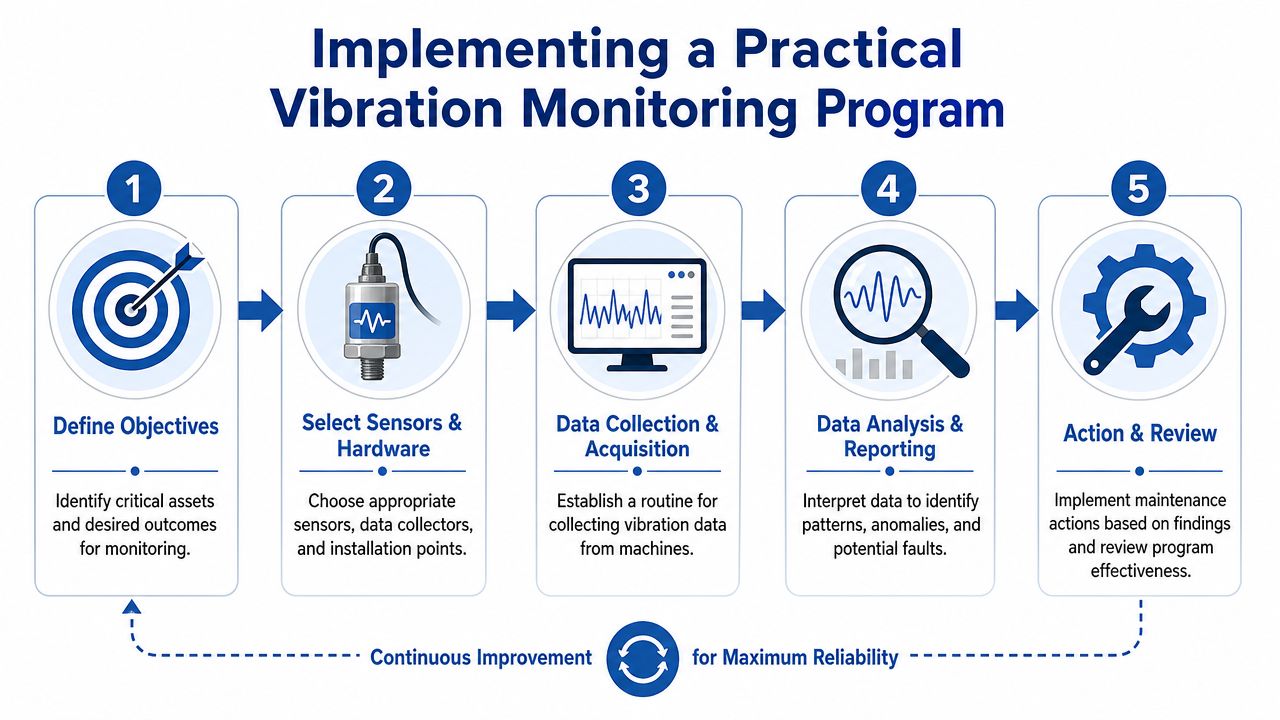
Implementing a Practical Vibration Monitoring Programme
A monitoring programme only works when it is simple enough to repeat and disciplined enough to trust.
Teams often buy decent instruments and still get poor results because the route, measurement points, and alarm logic were never settled properly. The strongest programmes start with repeatability. Same points. Same direction where relevant. Similar operating conditions. Clear ownership.
Start with the machine, not the software
A technically strong vibration programme depends on sensor placement and spectrum interpretation. Measurements taken near bearings, shafts, and gearbox housings capture fault signatures earlier than checks on remote frame surfaces, and FFT analysis helps separate likely causes by frequency content. That practical guidance is highlighted in Vibration Research's discussion of vibration spectrum analysis, which also notes the shift towards sensor-based monitoring and software-assisted trend analysis for assets that don't run at constant speed or load.
That lines up with what works in the field. If you mount the sensor far from the source, through flexible structure or poor contact, the reading may still look neat while the useful detail has gone missing.
A workable implementation sequence
-
Choose critical assets first
Start with machines where failure hurts operations most. That usually means key pumps, motors, compressors, gearboxes, and hydraulic power units rather than every rotating item on site. -
Define fixed measurement locations
Use points near bearing housings, shaft supports, and gearbox casings. Mark them physically if needed. If technicians measure from different places each time, your trends become hard to trust. -
Capture a healthy baseline
Measure the machine under normal operating conditions when it is known to be sound. That baseline matters more than people think. Future readings only become useful when compared with a known good condition. -
Set alarm logic sensibly
Don't rely on one arbitrary threshold. Compare against the machine's baseline and use standards such as ISO 10816/20816 in context, especially where load and speed vary. -
Tie alerts to action
Data without response is just a growing archive. If a trend shifts, somebody needs to review it, decide whether to watch, inspect, or schedule intervention, and record the outcome.
For teams formalising this approach, condition-based maintenance for hydraulic and industrial assets is the broader framework that turns readings into maintenance decisions.
What good programmes avoid
A lot of avoidable noise comes from poor method rather than poor machinery.
- Remote measurement points blur the defect signal.
- Single readings create overreaction or false confidence.
- No baseline means every result is argued from opinion.
- Fixed thresholds only can miss developing faults on variable-duty assets.
- No operating context makes hydraulic faults particularly easy to misread.
Best habit: Record where the reading was taken, what the machine was doing, and what changed since the last check. That note often explains more than the graph alone.
Best Practices for Analysing and Interpreting Data
The strongest diagnosis usually comes from trend change, not from one reading taken in isolation.
For rotating machinery, one practical principle matters more than almost anything else. Measure at consistent points on bearing housings and structural supports, compare results against a baseline, and judge them against machine standards and real operating context rather than from a single reading. That's a key point in the earlier Fluke guidance, and it matches field experience on pumps, motors, and gearboxes.
Read the trend before you read the drama
A single high reading can mean several things. The machine may be deteriorating. It may also be running under a different load, speed, or pressure condition than usual. If you jump straight to the worst-case diagnosis, you can create unnecessary work.
Trend review helps you ask better questions:
- Is the rise gradual or sudden
- Does it happen every run or only at certain operating points
- Is one bearing location changing faster than the rest
- Do the spectral features move with speed
- Did another maintenance change happen before the trend shifted
Those questions matter on hydraulic plant because process conditions can alter the vibration picture enough to mask or mimic mechanical faults.
Use corroborating evidence
Good analysts rarely rely on vibration alone when the machine is accessible and other checks are available.
A stronger decision usually combines vibration with:
- Temperature observations at bearings, couplings, and housings
- Oil or lubrication checks where contamination or wear is suspected
- Operator feedback about noise, roughness, or process change
- Visual inspection of mounts, guards, feet, and coupling condition
When two or three signals point in the same direction, the maintenance decision becomes much more confident.
Be careful with variable-speed assets
On fixed-speed machines, signature recognition is more straightforward. On variable-speed equipment, the spectrum can shift enough that simplistic pass-fail thinking becomes unreliable. In such cases, context matters more than confidence.
The question isn't “Is this reading high?” It's “Is this reading high for this machine, at this speed, under this load, compared with its normal behaviour?”
That's the difference between using vibration data and merely collecting it.
Troubleshooting and ROI in Hydraulic Systems
Hydraulic systems are where vibration analysis often stops being academic and starts paying for itself in practical decisions.

A bespoke power pack, for example, may show rough running at the motor end and noise through the pump body. Without operating-context data, you can mistake cavitation for a mechanical fault, or blame the motor when the problem sits in the hydraulic side. For hydraulics-adjacent assets such as pumps and compressors, issues like cavitation, turbulence, misalignment, resonance, and looseness can look similar without operating-context data, as discussed in this practical vibration analysis guide from Reliability AE. The primary job is to reduce false alarms and interpret behaviour under actual working conditions, not ideal test conditions.
Two examples from the workshop floor
On a pump and electric motor set, a dominant running-speed component may push you towards checking balance first. But if harmonics build around the coupling and axial behaviour is poor, alignment becomes the more sensible suspect. The repair path is different, and so is the urgency.
On a hydraulic power unit with changing duty, roughness that appears mainly under pressure may not point to a bearing first at all. If the vibration changes with operating state, the analyst should look at process condition, suction quality, and system behaviour alongside the mechanical train.
This short video gives a useful visual look at vibration diagnosis in practice.
The return is often obvious before you calculate it
You don't need invented savings figures to make the case. Most maintenance teams already know what emergency work looks like. Planned work is cheaper, calmer, and usually more accurate than repair under pressure.
Here's the practical comparison:
| Scenario | Reactive approach | Planned vibration-led approach |
|---|---|---|
| Developing coupling issue | Runs to failure or obvious damage | Trend identifies change and inspection is scheduled |
| Bearing deterioration | Fault found after noise, heat, or stoppage | Fault picked up earlier through measured change |
| Parts handling | Rush ordering and uncertain diagnosis | Parts can be checked and staged before shutdown |
| Labour use | Callout mindset, repeated inspection, pressure | Planned task with clearer scope and less disruption |
The financial logic is simple. If a monitoring routine helps you avoid one unnecessary strip-down, one mistaken component replacement, or one forced stoppage on a critical asset, it has already justified attention. In most plants, the value comes from better decisions before failure, not from technology for its own sake.
Partner with Us to Enhance Your Machine Reliability
Vibration analysis works best when it stays practical. Measure the right parameter, at the right location, under known operating conditions, and trend the result over time. That's how teams catch change early, diagnose faults more accurately, and move away from fire-fighting.
For hydraulic power units, pumps, motors, gearboxes, and other rotating systems, the payoff is better planning, fewer false alarms, and more confidence in maintenance decisions. It isn't about collecting more data. It's about using the right data to protect reliability.
If you need help with hydraulic components, bespoke power pack applications, or practical advice on improving machine reliability, contact MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message.
