A hydraulic system rarely gives you the courtesy of a neat, obvious warning. More often, the first sign is a machine that sounds slightly rougher than usual, a power pack that seems a bit harsher on cold start, or a valve bank that starts chattering under load. Teams ignore it because production is running, the pressure readings still look acceptable, and nobody wants to stop a machine for a noise that might be nothing.
Then the pump fails, a hose lets go, or a valve problem turns into a full strip-down job. What looked like a minor nuisance becomes lost output, rushed parts ordering, overtime labour, and a maintenance team dragged into reactive work.
Acoustic monitoring sits in that gap between “it still runs” and “it has failed”. In practical terms, it means using sensors to listen to hydraulic assets, compare what they hear against a healthy baseline, and flag the changes that usually show up before a visible breakdown. For hydraulic engineers and maintenance managers, that matters because many faults start as sound before they become heat, contamination, leakage, or complete loss of function.
The Hidden Costs of Unheard Failures
A power pack starts whining on cold start. The line still hits target, pressure looks acceptable, and the shift carries on. Two weeks later, the same unit is down, production is waiting, and maintenance is trying to source a pump, flush contamination from the circuit, and explain why a minor noise turned into a full stoppage.
That pattern is expensive because hydraulic faults spread. A suction restriction does not only affect the pump. It can pull air into the oil, raise noise, damage surfaces, and send the problem downstream. A valve that chatters under load can upset pressure control, heat the oil, and make other components look suspect. By the time the machine is opened up, the original fault is often the cheapest part of the job.
The direct cost is easy to see. Lost production, emergency labour, expedited parts, and repeat visits all show up quickly. The hidden cost is usually larger. Reactive failures pull fitters off planned work, delay other repairs, and shorten component life elsewhere in the system because the machine kept running in a bad condition for too long.
For UK operators running mobile plant, press systems, or factory power units, that is the core business case for acoustic monitoring. It gives maintenance teams an earlier decision point. Instead of arguing over whether a noise is serious enough to stop production, you can trend the change, compare it with a known healthy condition, and decide whether the asset needs inspection at the next planned window.
Practical rule: Investigate hydraulic noise while you still control the shutdown.
In day-to-day maintenance, that changes how work is prioritised. Sound becomes a screening tool for pumps, valve banks, and power packs that are still functioning but drifting away from normal. If a unit starts showing a clear acoustic change, that is the time to check suction conditions, case drain flow, valve actuation quality, mounting integrity, and contamination risk before you end up booking a hydraulic pump repair service.
There is a trade-off. Acoustic monitoring will not tell you everything, and it will not replace pressure testing, oil analysis, or strip inspection. What it does well is reduce the number of surprises and help you spend maintenance hours where they are most likely to prevent downtime. For operations teams trying to justify that approach internally, this case study for operations leaders is a useful example of how earlier visibility supports better maintenance decisions.
Understanding Acoustic Monitoring Technologies
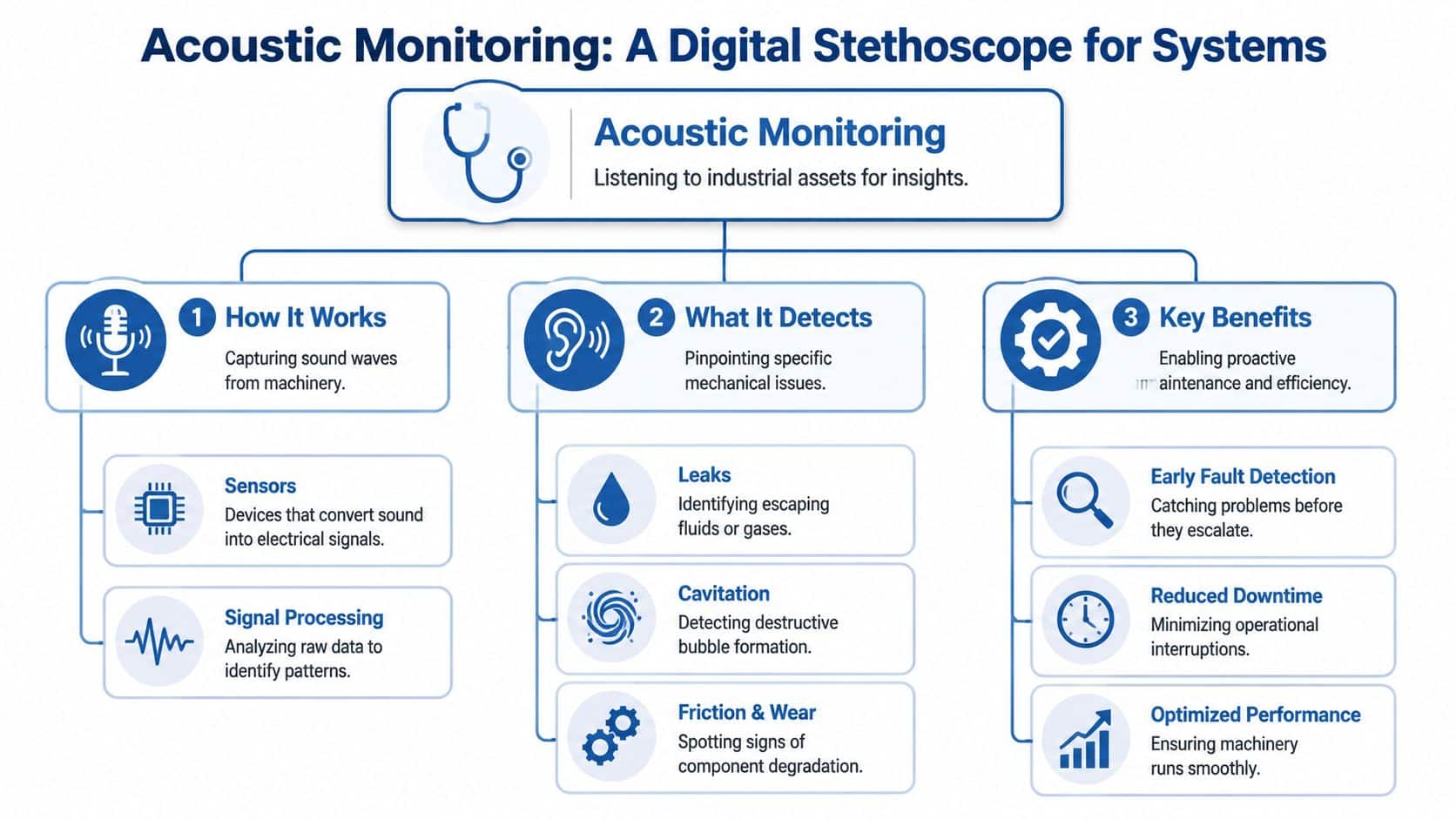
Most engineers understand the idea straight away if you describe it as a digital stethoscope for machinery. The difference is that instead of one technician listening once, a sensor listens repeatedly, records what it hears, and software compares those signals over time.
In UK conservation guidance, passive acoustic monitoring is treated as a non-invasive survey method because autonomous recorders capture sound without a human observer present. WWF also explains that acoustic data are recorded as time-amplitude signals at a defined sampling rate, then transformed with signal-processing methods such as Fourier analysis into spectrograms for analysis, with performance depending on the right sampling rate, bit depth, sensor type, and preserved metadata in the WWF acoustic monitoring guidelines. The industrial lesson is the same. If you want trustworthy results, you can't treat the sensor like a cheap add-on. Settings and context matter.
Ultrasonic sensing
Ultrasonic sensors are useful when the fault produces high-frequency sound that people either can't hear at all or can't isolate clearly on a noisy site. In hydraulic work, that often means:
- Small pressure leaks that haven't become visually obvious
- Air ingress on suction lines or fittings
- Early friction events where surfaces are starting to misbehave
They're particularly good when you need to inspect around hoses, fittings, seals, manifolds, and compressed-air-adjacent systems that affect hydraulic performance indirectly. If the issue is “something is escaping” or “something is rubbing that shouldn't be”, ultrasonic tools usually deserve the first look.
Acoustic emission sensing
Acoustic emission sensors are contact sensors. They're aimed more at stress waves travelling through material than at general airborne noise. In practical terms, they're suited to catching very early fault signatures linked to cracking, impact, or rapid energy release inside components.
For hydraulics, that can be useful on test rigs, critical pump housings, structural brackets, or assets where you're worried about damage developing before conventional vibration or temperature checks become obvious. They're not the easiest option to deploy casually, but they can be powerful when the asset justifies the extra care.
Industrial microphones
High-fidelity industrial microphones do the broad listening job. They monitor an acoustic field around machinery and feed software that looks for deviations from normal operation. That's often the most pragmatic starting point for hydraulic power packs, pump rooms, skids, and enclosed plant.
If you manage several assets and need one view across them, this is often where acoustic monitoring starts to make operational sense. A useful parallel from outside hydraulics is this case study for operations leaders, which shows the wider value of consolidating signals into a monitoring workflow people can use.
The sensor matters, but the question matters more. Leak detection, cavitation warning, and structural fault detection don't all need the same listening method.
Key Applications in Hydraulic Systems
Hydraulic systems have a habit of announcing trouble acoustically before they announce it mechanically. If you know what to listen for, pumps, valves, and power packs become much easier to triage.

Leak detection on pressure and suction lines
A tiny leak doesn't need to leave a puddle to cost you. On pressure lines, you may have fluid escaping in a fine mist or through a compromised fitting. On suction lines, you may not lose oil outward at all. You may be pulling air inward, which is often harder to spot and just as damaging to pump health.
Acoustically, these faults tend to show up as a hiss, whistle, or persistent high-frequency signature that changes with pressure demand. That's why handheld or fixed ultrasonic monitoring is useful around:
- Pump inlet fittings
- Flange joints and adaptors
- Valve block interfaces
- Filter head seals
- Cylinder hose connections
What works is comparing similar assets and similar load states. What doesn't work is taking one recording in a completely different operating condition and assuming it proves anything.
Cavitation and aeration in pumps
Cavitation has a distinct character once you've heard enough of it. It often presents as a harsh, gravelly, crackling sound rather than a smooth running note. Aeration can sound similar but usually has its own unstable, frothy acoustic pattern, especially during load changes or start-up.
Both conditions are destructive. They reduce efficiency, stress internal surfaces, and shorten pump life. In a hydraulic power pack, acoustic monitoring is particularly useful because the pump may sit inside a noisy enclosure where early warning is otherwise easy to miss.
If a pump note changes from steady to aggressive under the same operating duty, don't treat it as normal ageing. Check suction conditions, oil state, restrictions, and inlet integrity.
Broader manufacturing data proves helpful. A useful primer on how plants use data to spot developing issues is this overview of analytics for manufacturers. The same logic applies to acoustics. One odd sound in isolation may be noise. A repeating pattern linked to load, temperature, or shift conditions is much more valuable.
Valve behaviour and abnormal switching noise
Valves create sound through flow, pressure change, actuation, and sometimes internal wear. A healthy solenoid valve bank tends to be consistent. An unhealthy one starts to drift acoustically. You may hear delayed actuation, chatter, sharper-than-normal clicking, or unstable flow noise through the manifold.
When engineers start chasing common hydraulic valve faults, they often begin with symptoms such as erratic movement, poor holding, overheating, or pressure instability. Acoustic monitoring adds another clue. It helps identify whether the issue is concentrated at one valve station, appears only under a certain duty, or accompanies a wider system problem such as contamination or pressure ripple.
Bearings, couplings, and drive-end wear
Not every hydraulic failure starts in the hydraulic side. Electric motors, bellhousings, couplings, and pump support bearings all shape the sound signature of a power unit. A worn coupling insert, misalignment, or bearing defect can alter the unit's acoustic profile long before there is visible damage.
These are the faults where trend monitoring matters most. One noisy run tells you there's a symptom. A pattern that slowly changes over weeks gives you the confidence to plan intervention before the machine forces it.
Choosing and Placing Acoustic Sensors
The quickest way to get poor results from acoustic monitoring is to buy a sensor before you've defined the fault you're trying to catch. Selection starts with the failure mode, not the catalogue.
Match the technology to the fault
Some faults are local and high-frequency. Others spread sound across a larger area. Some are best captured through the air. Others need contact sensing through the machine structure.
| Fault Type | Primary Technology | Reasoning |
|---|---|---|
| Small fluid or air leaks | Ultrasonic sensor | Best suited to high-frequency leak signatures that may not be obvious to the human ear |
| Pump cavitation or aeration | Industrial microphone | Captures changing airborne sound patterns around the pump and power unit |
| Valve chatter or inconsistent actuation | Industrial microphone | Useful for comparing repeated switching behaviour across a valve bank |
| Early structural stress or cracking | Acoustic emission sensor | Detects stress-wave activity travelling through the material |
| Bearing or coupling distress | Acoustic emission sensor or industrial microphone | Contact sensing helps with local fault capture, while microphones help with overall screening |
Placement on pumps and power packs
For a hydraulic power pack, placement should follow the energy path. Start where noise is generated, then consider how the structure and enclosure alter what the sensor hears.
A few rules of thumb help:
- Near the pump inlet and body: Good for detecting cavitation, aeration, and suction-related abnormalities.
- At the motor-pump interface: Useful for distinguishing pump problems from coupling or alignment issues.
- On the enclosure exterior: A practical choice when retrofitting, provided you establish a good baseline in normal operating states.
- Above a valve manifold: Effective for monitoring actuation consistency and abnormal flow noise across grouped valves.
What to check before finalising location
Don't mount purely for convenience. Mount for repeatability. The best location is the one that hears the target fault clearly and can be replicated across similar machines.
Use this shortlist before installation:
- Frequency fit: The sensor must capture the band where the target fault is likely to appear.
- Environmental durability: Workshops, mobile plant, and outdoor equipment need sensors and cable routing that can tolerate oil, dirt, washdown, and vibration.
- Access for maintenance: If a technician can't inspect, clean, or verify the sensor later, the installation won't stay reliable.
- Stable reference point: Avoid loose guards, thin panels, or mounting points that resonate independently of the machine condition.
Workshop note: One well-placed sensor on the right asset usually beats several badly placed ones that all hear the same background noise.
Best Practices and Real World Limitations
A common assumption is that if one sensor is good, more sensors must be better. In real hydraulic environments, that's often wrong. More sensors can give you more data, but they can also give you more confusion if the plant is noisy and the signals aren't separated properly.
For UK industrial operators, the difficult part isn't only detecting a sound. It's quantifying whether that leak, fault, or nuisance noise is getting worse in a noisy environment. Low signal-to-noise ratio is a major limit on detection range, and the stronger differentiators are techniques such as ambient-noise subtraction rather than adding more sensors, as discussed in the NPL subsea acoustic monitoring paper.
Build a healthy baseline first
If you don't know what “good” sounds like, acoustic monitoring becomes guesswork. Baseline recordings should cover the machine in its normal states, not just one idle condition. For a hydraulic power pack, that usually means start-up, steady running, high demand, and any duty where valves cycle repeatedly.
A useful baseline includes:
- Operating condition labels such as unloaded, loaded, warm, or cold
- Asset metadata including asset ID, sensor position, and date
- Repeatable machine state so later comparisons aren't distorted by process changes
Manage noise before buying more hardware
Background noise in a factory is relentless. Fans, conveyors, guards, adjacent motors, compressed air, and impact events all get into the signal. That's why calibration, mounting discipline, and software filtering usually matter more than sensor count.
What works in practice:
- Consistent placement across identical assets
- Ambient-noise filtering to remove persistent site sounds
- Array geometry with purpose when localisation is needed
- Correlation with process state so recordings are compared like for like
What doesn't work:
- Random placement wherever there's a spare bracket
- Mixing load conditions in the same trend view
- Assuming every abnormal sound is a fault without checking pressure, flow, and oil condition
Use multiple sensors only when they answer a real question
There are times when more than one sensor is the right answer. If you need to localise a sound source across a larger skid or separate one bay of valves from another, multiple sensors can help. But they should be installed as a planned array, not as a collection of isolated listening points.
The goal is clarity. If the extra sensor doesn't help you distinguish source, severity, or trend, it's probably adding cost without adding much value.
Integrating Data into Your Maintenance Workflow
A pump starts whining on a Monday shift, but production keeps running, so nobody wants to stop the machine. By Thursday, case drain flow is up, oil temperature is drifting, and the repair has moved from a planned inspection to an urgent job. Acoustic monitoring earns its keep when it shortens that gap between first symptom and maintenance action.
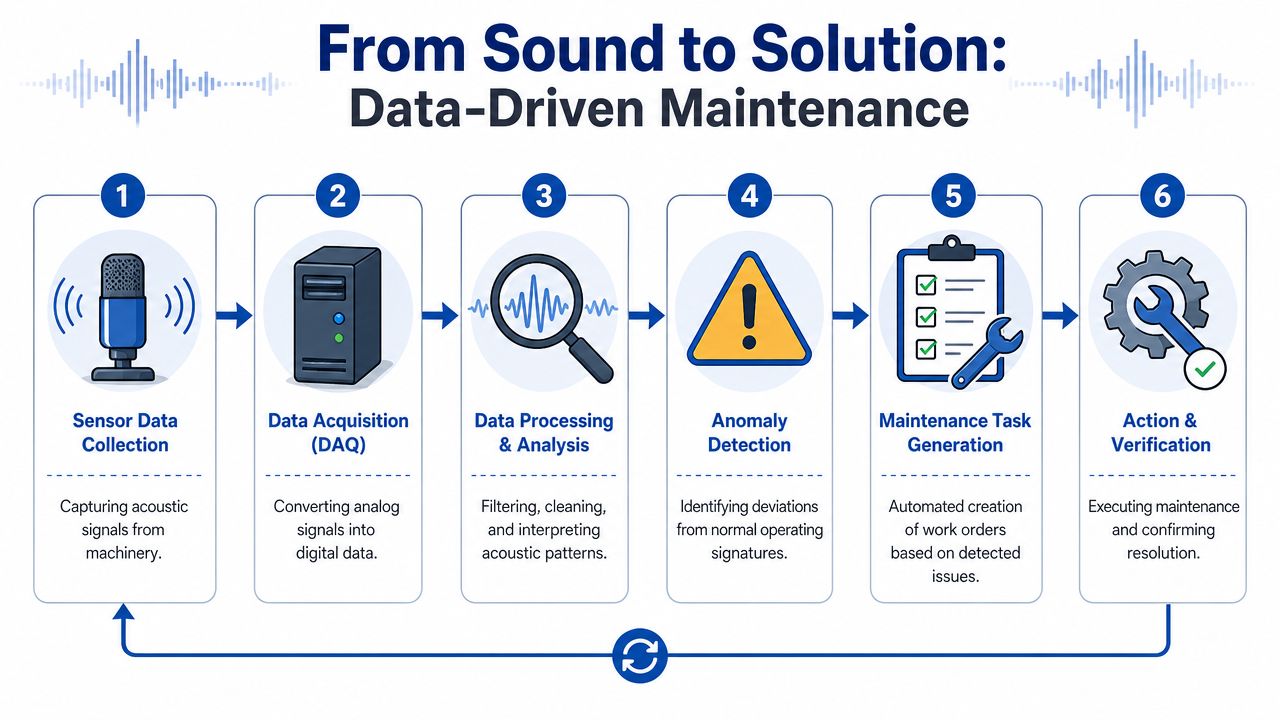
From sensor to work order
The workflow itself is simple. The discipline around it is where teams usually win or lose value.
- Sensor collection captures airborne or structure-borne sound from the asset.
- Data acquisition hardware converts that signal into a usable digital stream.
- Processing software filters, cleans, and compares it with a known baseline.
- Detection logic flags anomalies, recurring patterns, or gradual drift.
- Maintenance systems turn those findings into inspection tasks or planned jobs.
- Technicians verify the issue on the machine and confirm the fix afterwards.
Each step needs a clear owner. Reliability engineers should define alarm rules and baseline conditions. Maintenance planners should decide what creates an inspection, what creates a planned repair, and what stays on watch. Technicians need a short list of checks tied to the alert, such as suction restriction, valve chatter, coupling wear, loose pipe clamps, or aeration.
If those responsibilities are vague, acoustic data ends up in the same place as too many vibration and temperature projects. Recorded, stored, and ignored.
Make alerts useful for engineers
Useful alerts are specific, tied to machine state, and easy to triage. “Abnormal sound detected” creates work without giving direction. “Power pack pump inlet signature shifted from warm-load baseline” gives the engineer a starting point and cuts inspection time.
That level of detail matters on hydraulic systems because the same sound can mean different things under different conditions. A valve block that chatters during cold starts may be normal. The same pattern during steady warm running may point to contamination, unstable pressure control, or an issue in the pilot circuit. This distinction is valuable for maintenance planning because it helps teams decide whether to inspect at the next stop, bring work forward, or leave the asset in service and monitor it more closely.
Software can help rank anomalies and show trend change over time, especially on sites with several power packs or mobile machines in rotation. The goal is not to replace an experienced fitter or engineer. The goal is to stop skilled people wasting half a shift hunting for a fault that the system could have narrowed down in minutes.
If you're assessing how monitoring data feeds into decision-making more broadly, these AI solutions for operations leaders show the kind of workflow support that keeps alerts from becoming dashboard clutter.
Build acoustic checks into the jobs you already run
The best rollout is usually modest. Start by tying acoustic findings to maintenance tasks that already exist, such as weekly inspections, planned shutdown checks, and post-repair verification. For example, if a vane pump starts showing a repeatable change in acoustic pattern under loaded warm conditions, raise an inspection task to check suction condition, inlet hose integrity, reservoir level, filter restriction, and oil aeration before booking a strip-down.
This keeps cost under control and avoids alarm fatigue. It also gives the team a feedback loop. If the inspection finds nothing, tighten the alarm rule. If the alert repeatedly points to early-stage issues, keep it and build confidence in it.
A structured approach helps. If your site already uses preventive maintenance plans for hydraulic equipment, acoustic monitoring fits best as an extra trigger for timing and prioritisation, not as a separate programme sitting outside the CMMS.
Use localisation carefully
Localisation tools are improving, and they can help on larger skids or crowded hydraulic packs where several components sit close together. In practice, though, the biggest benefit is often narrower inspection scope rather than exact fault confirmation.
That is a good trade-off. “Check this side of the power unit, around the pump inlet and relief manifold” is far more useful than sending a technician to inspect the whole pack with no direction. It saves hours, especially on noisy factory sites where access is awkward and downtime windows are short.
The final step is always verification on the machine. Acoustic monitoring should create better maintenance decisions, not replace pressure checks, flow testing, oil analysis, or a technician's judgement.
Calculating the ROI on Acoustic Monitoring
Most hydraulic teams don't need convincing that failure is expensive. They need confidence that a new monitoring method will lead to fewer emergency jobs and better timing on repairs.
That ROI case is usually strongest on assets with one or more of these traits:
- Critical production dependency, where one hydraulic unit can stop a line or machine
- Difficult fault access, where strip inspection is disruptive
- Intermittent symptoms, especially noises that appear only under certain loads
- Recurring pump or valve issues, where the same type of failure keeps returning
Where the payback usually comes from
The practical return rarely comes from one dramatic save. It comes from repeated smaller wins. A leak found before oil loss becomes a mess. A cavitating pump investigated before internals are damaged. A noisy coupling changed during planned downtime instead of after secondary damage spreads.
Acoustic monitoring also improves labour use. Engineers spend less time reacting blindly and more time checking the right machine at the right moment. That matters if you're responsible for several hydraulic assets and can't afford to tear into all of them “just in case”.
Keep the business case simple
A sensible ROI discussion should compare the cost of sensors, data handling, setup time, and training against the cost of:
- Unplanned downtime
- Emergency call-outs
- Secondary component damage
- Over-maintaining healthy assets
- Repeated troubleshooting time
If acoustic monitoring helps you stop even a few faults from reaching the emergency stage, it starts to justify itself quickly on critical systems. For hydraulics, the strongest use case is not novelty. It's earlier intervention on faults that already cost you time, oil, components, and production.
If you want practical advice on applying acoustic monitoring to hydraulic pumps, valves, and power packs, speak to MA Hydraulics Ltd. The team can help you think through fault patterns, maintenance strategy, and the wider condition of your hydraulic equipment. Phone 01724 279508 today, or send a message through the contact page.
