A lot of hydraulic failures don't start with a bang. They start with a machine that feels slightly wrong. A cylinder slows off, a steering circuit gets notchy, a proportional valve starts hunting, or a pump gets noisier than it was last month. Then the call comes in because production has stopped, the machine is off the job, or a field repair has become a workshop rebuild.
In practice, contamination sits behind many of those faults. Fine wear debris, dirt drawn in through poor breathers or seals, moisture, and assembly contamination all circulate through the same oil that's meant to lubricate and transmit power. If that oil reaches sensitive components unfiltered, the repair bill usually lands on the most expensive parts in the circuit, not on the bit that should have protected them.
An inline hydraulic oil filter is one of the simplest ways to stop that chain of events, but only if it's selected and installed properly. A basic filter fitted in the wrong place, or sized only by micron number on the carton, won't give the same result as a properly engineered filtration point matched to pressure, flow, viscosity and service conditions.
Why Your Hydraulic System Needs More Than Just Oil
A telehandler can keep working with contaminated oil long enough to fool everyone. The boom still lifts, the steering still responds, and the job carries on. Then a valve starts sticking, a pump gets louder, or a motor loses efficiency, and the machine is off the yard when it should be earning.
That delay is what makes contamination expensive. Damage starts long before the failure is obvious.
In UK mobile and industrial equipment, the contamination source is often routine work rather than a dramatic fault. A hose bursts and gets changed on site. A ram is resealed in a dusty corner of the workshop. Oil is topped up from a drum that has not been stored properly. Washdown moisture gets past poor breathers. Fine debris then circulates through the same oil that lubricates, seals and transmits power.
What contamination does
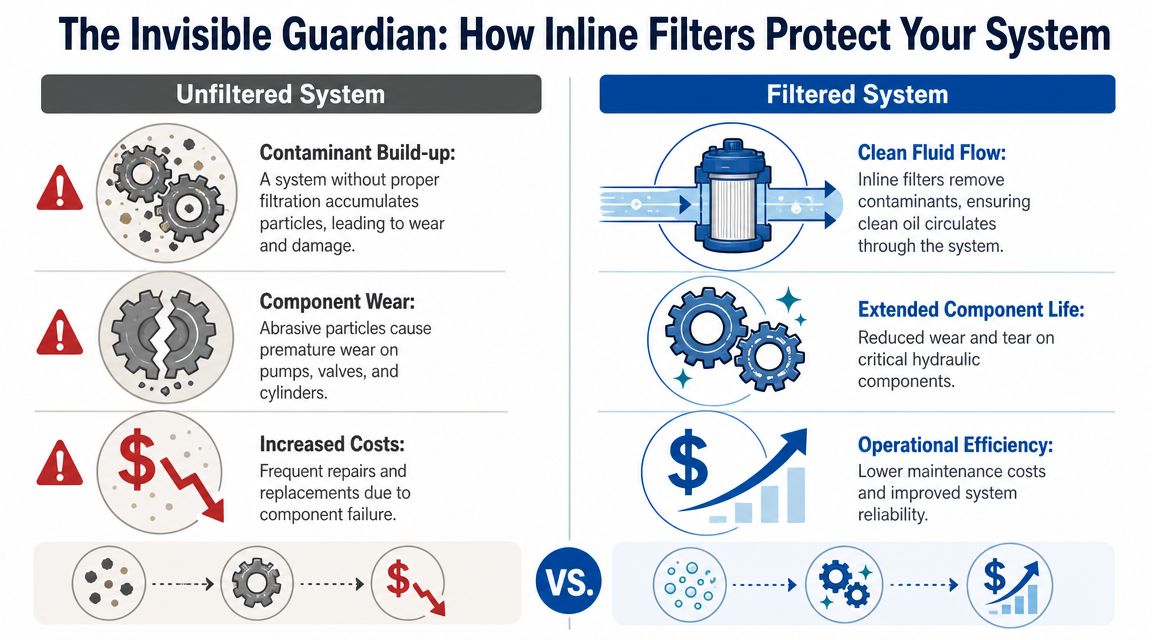
Contamination wears the close-clearance parts that make a hydraulic system work properly. Spools stop moving freely. Pump surfaces score. Internal leakage rises. Response becomes inconsistent, especially on proportional or servo-controlled circuits where small changes in clearance show up quickly in machine behaviour.
In practice, dirty oil rarely causes one neat, isolated problem. It produces a chain of smaller losses first. Slower cycles, heat, erratic actuator movement, poor holding, rising noise levels, and repeat call-outs after what looked like a straightforward component change. By the time a major part fails, the oil has often been damaging several parts in the circuit for some time.
Practical rule: If a valve is sticking, a pump has become noisy, or a system has lost crisp response, check oil condition and filtration before condemning the component on its own.
The filter is protecting the expensive end of the circuit
An inline hydraulic oil filter should be treated as a protective measure, not just a service item. Good filtration is less about having a filter somewhere in the system and more about deciding where clean oil matters most.
That is the trade-off many installations get wrong. A basic setup may catch larger debris and keep the machine going. A professionally engineered setup is designed around component sensitivity, pressure level, contamination risk, service access and the cost of unplanned stoppage. On a quarry machine, that may mean prioritising survival in dirt and vibration. On a factory power unit feeding proportional valves, it may mean tighter control of fine contamination and closer attention to pressure drop.
The cost difference shows up in downtime, not just parts invoices. Once contamination has gone through a pump, valve block or motor, the repair often extends beyond replacing one failed item. The system may need flushing, further components may need stripping, and the machine can be out of service far longer than the original fault suggests.
Understanding the Role of an Inline Hydraulic Filter
An inline hydraulic filter is a self-contained filter housing and element installed directly in the hydraulic line. That line might be on the pressure side, downstream of the pump, or on a lower-pressure return path depending on the circuit design.
The simplest way to think about it is this. It's like fitting a high-quality point-of-use water filter on the tap that feeds the appliance you care about most. You're not just cleaning fluid somewhere in the background. You're protecting a specific part of the system where contamination will do the most harm.
Inline is about position, not one pressure class
Many buying decisions go awry. People ask which inline filter to buy, but the essential question concerns its placement and the pressure it must survive.
MANN+HUMMEL's inline filter guidance shows inline filters are used either downstream of the pump or in the return line, with medium-pressure inline filters typically up to 60–63 bar and return-line filters on the low-pressure side. That matters because “inline” doesn't mean “suitable anywhere”. Pressure class drives the whole selection.
How inline filters differ from other common filtration points
A useful way to separate the options is by job:
| Filter location | Main job | What it does well | What it does badly when misused |
|---|---|---|---|
| Suction strainer | Stops large debris reaching the pump | Basic pump protection from coarse contamination | Creates restriction if used as fine filtration |
| Pressure-line inline filter | Protects sensitive downstream components | Good for servo, proportional and fine-tolerance circuits | Fails early if pressure or cold-start conditions are ignored |
| Return-line inline filter | Cleans oil before it returns to tank | Useful for general system cleanliness control | Won’t protect a critical valve upstream in the same way |
A suction strainer isn't a substitute for proper fine filtration. It's there to stop large debris, not to deliver the cleanliness a modern valve block or pump may need.
A return-line filter has its place, especially for overall cleanliness control. But if the component you're trying to protect sits on the pressure side and is sensitive to fine contamination, a pressure-line inline filter is often the better engineering answer.
Put the filter where the risk is, not where the pipework is easiest.
That's the difference between a basic installation and a professional one.
Decoding Filter Specifications Micron Rating Flow and Pressure
A filter datasheet can look straightforward until you realise how many people buy on one line only. Usually that line is micron rating. That's not enough.
If you're selecting an inline hydraulic oil filter properly, there are three figures that need to make sense together. Filtration efficiency, flow capacity, and pressure capability. Ignore one of them and the system will usually tell you.
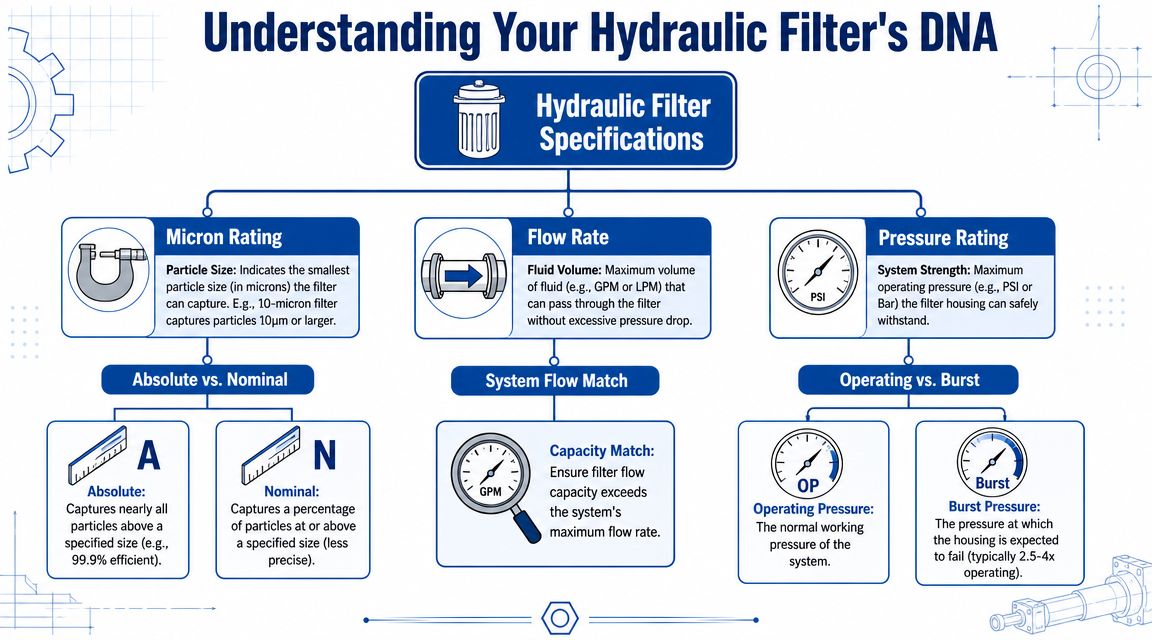
Micron rating is only useful if you know how it's rated
The first trap is assuming every stated micron figure means the same thing. It doesn't.
In hydraulic filtration practice, the important distinction is between absolute and nominal ratings. As explained in this filtration efficiency overview, an absolute-rated filter is typically 98–99% efficient at its prescribed micron rating, while a nominally rated filter may capture no better than 50% at the stated particle size. That's a massive practical difference when you're trying to protect tight-clearance components.
So a nominal 10 micron filter and an absolute 10 micron filter are not equivalent because the carton says 10 micron on both.
Beta ratio matters more than marketing language
The actual indicator of filter performance is the beta rating. That tells you how effectively the media captures particles at a given size under standardised test conditions.
The catch is that beta ratings come from laboratory testing. They're useful, but they aren't a promise of identical in-service behaviour on a machine that starts cold, sees vibration, takes moisture ingress and runs in dirty surroundings. Treat the rating as a guide to capability, then judge it against the actual application.
If you're trying to verify what contamination is really present in the oil rather than guessing from symptoms, particle counting for hydraulic systems is one of the clearest ways to connect filter selection with actual cleanliness results.
A quick visual summary can help when you're comparing specs:
| Specification | What to ask | Why it matters in service |
|---|---|---|
| Micron rating | Is it nominal or absolute? | The same micron number can mean very different capture performance |
| Beta rating | What’s the efficiency at the target particle size? | Better reflects how the media performs in standard testing |
| Flow rating | Is it sized for maximum working flow, not average flow? | Undersized filters run higher pressure drop and hit bypass sooner |
| Pressure rating | Can the housing and element survive the circuit location? | A wrong pressure class creates fatigue, leakage or collapse risk |
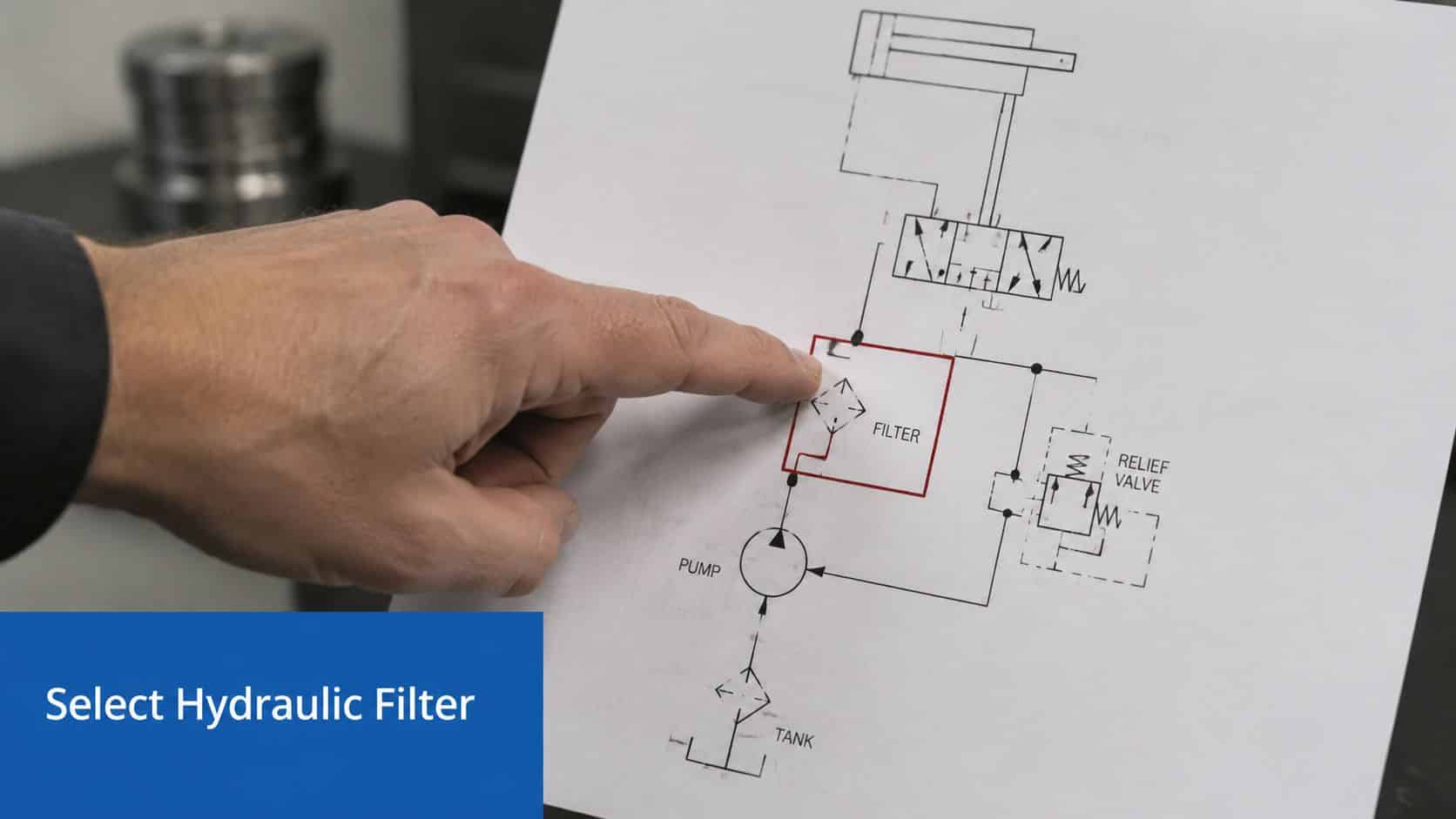
Here's a useful video if you want to see filter selection discussed visually in a broader hydraulic context.
Flow and pressure must be treated together
A filter that looks acceptable on normal running conditions can still be the wrong unit. Pressure spikes, actuator reversals, cold-start viscosity and contamination loading all change what the filter sees.
The bypass valve is the classic example. It's a safety feature, not a sign that everything is fine. When differential pressure rises high enough, bypass opens so the circuit keeps flowing. The price is that unfiltered oil can pass downstream.
Workshop view: If a filter spends too much time in bypass, the machine still moves but cleanliness control has already been lost.
Media choice changes service life and behaviour
Media selection also matters. Cellulose, glass fibre and mesh elements don't behave the same way. Some media offer finer capture, some hold more contamination before restriction rises, and some are better suited to coarse protection and cleaning rather than precision filtration.
What works best depends on the job. For a general return-line duty in a relatively forgiving circuit, one media choice may be adequate. For pressure-side protection ahead of a proportional valve, you need a much tighter and more stable approach.
How to Size and Select Your Hydraulic Filter
Sizing an inline hydraulic oil filter properly starts with the circuit, not with the catalogue. The right unit for a compact power pack won't necessarily suit a telehandler attachment circuit, a press, or a steering manifold.
The process is usually simpler when you work in order. Gather the operating conditions first. Then match the filter to the harshest conditions it will see, not the nicest ones.
Start with location, maximum flow and peak pressure
Before you think about micron rating, pin down three basic facts:
-
Filter location
Is the filter on the pressure line protecting downstream valves, or on a return path cleaning oil before tank entry? That decides the housing class you need. -
Maximum continuous flow
Use the highest real working flow the line sees. Don't size on average machine output if the circuit regularly goes above it. -
Peak and transient pressure
Include surges, not just steady-state pressure. Hydraulic systems don't live on a smooth line. Direction changes, load shocks and start-up events all matter.
When those three are clear, the shortlist usually narrows quickly.
Size for cold oil, not just warm oil
This is one of the most overlooked points in UK service conditions. A filter may perform well on a warm machine in a workshop and still be a poor choice on a cold start outside.
Donaldson's hydraulic filtration guide states that performance curves are generated using 32 cSt hydraulic oil at 37.7°C. Real-world differential pressure can change materially when machinery starts in cold ambient conditions or runs higher-viscosity fluids. In practice, colder oil can raise differential pressure across the element, push the filter towards bypass sooner, and temporarily reduce effective cleanliness.
That matters on mobile plant, agricultural equipment and any machine that starts in an unheated building or yard.
A sensible selection routine looks like this:
-
Check the fluid grade currently in use
Don't assume the machine still contains the original specified oil, especially in mixed fleets. -
Consider the coldest realistic start condition
UK winter starts and exposed outdoor storage change pressure drop a lot. -
Review bypass setting against cold-start behaviour
A low bypass setting can protect the element, but it can also let contamination recirculate too easily during start-up. -
Allow margin in the housing and element selection
A filter that is only just adequate on paper usually becomes troublesome in service.
Match cleanliness to the most sensitive component
A pump circuit can tolerate one level of contamination, while a servo or proportional valve may need much cleaner oil. The filter should be chosen around the most sensitive part downstream of that filtration point.
That's why professional selection often starts from the valve block, pump type or actuator control requirement and works backwards. If a circuit contains fine-control components, the filter isn't there to meet a generic rule. It's there to protect those specific internals from the contamination the rest of the machine will generate.
Don't forget contamination loading
The filter element's life depends on how much dirt the system brings in and generates. A machine working in a clean indoor factory and one working in silage dust, quarry fines or washdown conditions won't load the same element at the same rate.
That's why a good selection considers breathers, seals, hose condition, maintenance practice and reservoir hygiene as part of the filtration decision. If ingress is high, fitting a tighter filter without addressing how contamination enters the system can create frequent bypassing and short element life.
Proper Installation and Maintenance Schedules
A filter that is perfectly specified on paper can still give poor service if it is fitted in the wrong place or maintained badly. I see this regularly on UK plant and industrial equipment. The element is fine, but the housing is tucked behind pipework, mounted where vibration hammers it, or installed so awkwardly that engineers cut corners at service time.
That is the difference between a basic installation and a professional one. A basic job gets a filter into the line. A proper job makes it serviceable, visible, and clean to work on, so the filter keeps protecting the system instead of becoming another restriction point or leak risk.
Installation points worth getting right first time
Placement has to suit both the circuit and the people who will maintain it. If the bowl or element cannot be removed cleanly, the mounting position is wrong even if the flow and pressure rating are correct.
Use this checklist when fitting an inline hydraulic oil filter:
-
Follow the marked flow direction
Reverse fitting still happens, especially during hose replacement or hurried rebuilds. It can cause immediate restriction, bypass problems, or leave the element doing little useful work. -
Leave room for service access
An engineer should be able to change the element without stripping nearby hoses, disturbing electrical looms, or draining more oil than necessary. -
Support the pipework properly
Inline filters are not there to carry the weight of poorly supported hose runs or rigid pipe under stress. In mobile machinery, vibration and shock loading will find that weakness quickly. -
Keep the assembly clean during installation
Dirt introduced during fitting often becomes the first load the new element sees. That shortens service life from day one. -
Make the indicator visible and usable
A clogging indicator hidden behind a guard or facing the wrong way might as well not be there.
Maintenance intervals should follow condition, not guesswork
There is no single change interval that works across every machine. The same filter can last well on a clean indoor power unit and load up quickly on a dumper, loader, or agricultural machine working in dirt, rain, and vibration.
As noted earlier, filter life depends on contamination ingress and how much dirt the element can hold before restriction rises too far. That is why scheduled maintenance should use real operating conditions, indicator readings, and service history, not a fixed interval copied across the fleet.
A practical maintenance routine usually includes:
| Check | What you’re looking for | Action |
|---|---|---|
| Indicator status | Rising restriction or clogging warning | Change the element before bypass operation becomes routine |
| Housing and joints | Leaks, cracked heads, loose fittings, vibration damage | Repair faults before oil loss or air ingress starts |
| Service history | Elements blocking sooner than expected | Check breathers, seals, tank cleanliness, and upstream wear |
| Oil condition | Dirt, water, or repeat metallic debris | Find the contamination source instead of only replacing the element |
For teams updating workshop procedures, MA Hydraulics has a practical guide on how to change a hydraulic filter safely and cleanly.
A filter that blocks quickly is usually reporting a system problem.
What works in the field, and what wastes money
Condition-based servicing works. Blind element changes do not. Leaving an element in place until the machine shows sluggish functions, noisy pumps, or hot oil usually means the filter has been in bypass or high restriction for too long.
Repeated early blockages also need investigation. On mobile equipment, the cause is often ingress through poor breathers, damaged rod seals, careless tank filling, or dirty servicing practices. On industrial systems, it may be internal wear, poor reservoir access control, or contamination left after repair work.
The same principle applies whether the machine is a factory power unit or equipment paired with durable dump trailers for outdoor projects. Dust, water, and rough operating conditions change how fast a filter loads, so the maintenance plan has to reflect the actual job.
If indicators are ignored, bypass events become normal. If the installation is awkward, engineers rush the job. If the root cause of contamination is left alone, the system keeps paying for it in elements, oil, wear, and downtime.
Inline Filter Applications in Mobile and Industrial Hydraulics
The best place for an inline hydraulic oil filter depends on what you're trying to protect.
In industrial hydraulics, a common example is a pressure-line filter placed ahead of a proportional or servo-controlled section. That arrangement makes sense because those components react badly to fine contamination. UK distributor data for Parker EPF inline filters shows a high-pressure version rated to 450 bar with flow up to 700 L/min, which is why pressure-side inline filters can be used ahead of sensitive valve gear when the housing and element are selected to withstand surges and cold-start viscosity effects, as shown in this Parker EPF product data listing.
Industrial example
On a factory machine, one poorly protected valve can create scrap, erratic motion or repeated call-outs. In that setting, I'd rather see a correctly pressure-rated inline filter protecting the control side of the circuit than a generic “there is a filter somewhere on the machine” approach.
That same thinking applies when pairing filtration with compact hydraulic assemblies. If a Hydronit power pack feeds a valve block with fine-control functions, or an OMT or Luen inline filter is used to protect a Vivoil flow divider in a compact circuit, placement and pressure class matter more than marketing language on the element box.
Mobile example
On mobile kit, the priorities change slightly. You still want cleanliness, but you also have vibration, weather, cold starts and rough service conditions. Steering, implement control and hydrostatic support circuits all suffer when contamination gets into fine clearances.
Even on equipment used outside hydraulics-heavy sectors, the lesson is the same. Anyone comparing service demands on compact plant, attachments or even durable dump trailers for outdoor projects can see how dirt, water and shock loading punish equipment that lives outdoors. Hydraulic filtration on mobile machinery needs to be chosen with that environment in mind, not with ideal indoor conditions in mind.
Your Next Steps for Hydraulic System Protection
A properly selected inline hydraulic oil filter is not an optional extra. It's one of the cheapest protective devices in the whole hydraulic circuit when compared with the cost and disruption of replacing pumps, valves, motors or damaged actuators.
The difference between a poor result and a good one usually comes down to a few decisions made early. Put the filter in the correct location. Match the pressure class to the line it sits in. Size it for maximum flow and cold-start viscosity, not just normal warm running. Then maintain it based on indicator condition, contamination loading and actual service conditions.
What good filtration practice looks like
A sound plan is usually straightforward:
-
Protect the most sensitive component first
Build the filter choice around the valve, pump or control section that can least tolerate contamination. -
Select by duty, not by label
“Inline” is only a format. Key questions are pressure, flow, media efficiency and bypass behaviour. -
Tie filtration into maintenance planning
Preventative service works better when filter checks, oil condition and contamination control are treated as one job, not three separate ones.
If you're reviewing an existing machine, replacing an obsolete part, or specifying filtration for a new build, it also helps to tie the choice into a wider preventive maintenance plan for hydraulic equipment. That's where filtration stops being a reactive purchase and becomes part of reliability management.
The right answer isn't always the tightest micron rating or the biggest housing that fits. It's the filter that protects the circuit properly under the exact conditions your equipment operates.
If you need help selecting an inline hydraulic oil filter, cross-referencing an existing unit, or checking whether your current placement and pressure rating are right for the circuit, contact MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message.
