A threaded fitting that's only weeping a little can still ruin a shift. On a hydraulic return line or an auxiliary low-pressure circuit, that small leak spreads oil, attracts dirt, creates a slip hazard, and tells you the joint wasn't right in the first place. Nobody remembers the fitting that stayed dry. Everyone remembers the one that kept needing another nip up.
That's where Boss White Jointing Compound still has a place. Not everywhere, and not on every hydraulic connection, but in the right low-pressure threaded application it remains a practical sealant that rewards careful preparation and punishes lazy habits. In industrial work, vibration, heat cycling and service access matter just as much as the initial seal. If the joint goes together badly, the machine will expose it.
A junior technician often looks at thread sealant as the easy part of the job. It isn't. The seal is made long before pressure goes on the line. It starts with choosing the right compound, knowing where it belongs, and applying only enough to do the work without contaminating the system.
The Role of Jointing Compound in Hydraulic Integrity
The classic headache is a return fitting on a machine that never quite seals. It's not blowing oil out. It's just damp enough to collect grime, stain the frame, and make the operator think the whole hydraulic system is on its way out. The actual fault is often much simpler. The threads weren't prepared properly, the sealant was wrong for the job, or too much was smeared on and the fitting never seated as it should.

In that sort of situation, Boss White Jointing Compound is best treated as a specialist tool, not a universal answer. It was developed for threaded pipe connections and is widely known in plumbing and gas work, but the same sealing principle can be useful on suitable low-pressure industrial joints where metal threads need help closing up tiny spiral leak paths. That matters on older equipment, ancillary lines, drains, vents, and return-side fittings where thread quality isn't always perfect.
Why a minor leak matters
A small leak can cause bigger trouble than people expect:
- Contamination builds quickly. Oil on the outside of a fitting traps dust and abrasive dirt.
- Inspection becomes harder. Once everything is wet, it's difficult to tell whether the joint is still leaking or carrying runoff from somewhere above.
- Retightening becomes a bad habit. People keep leaning on the spanner instead of identifying the cause.
- Downtime creeps in. What starts as a nuisance often ends with a machine being stopped for a proper strip and reseal.
Practical rule: A fitting that weeps on a low-pressure line is rarely “good enough”. It's a sign to stop, strip, inspect and seal it properly.
Where Boss White earns its place
On the right threaded metal joint, Boss White fills microscopic gaps between threads rather than relying only on mechanical compression. That's useful when vibration and thermal movement are part of daily service. It also helps that the compound is white, so you can see exactly where you've coated the male thread and whether coverage is even.
Used with discipline, it helps produce a clean, serviceable seal. Used as a substitute for thread condition, fitting compatibility or correct tightening, it won't save the job.
Selecting and Understanding Boss White Specifications
A threaded fitting on a return manifold can look harmless right up to the point it starts misting oil under vibration. That is usually where poor product choice shows up. In hydraulic work, Boss White only makes sense if the service is modest, the fitting is metallic, and the compound chemistry will not create a contamination or compatibility problem later.
Boss White is a traditional jointing paste, not a universal hydraulic sealant. Its place is on threaded metal joints in low-pressure auxiliary duties such as drains, vents, instrument take-offs, and some return-side connections. On the pressure side of a hydraulic system, the better question is whether the joint design is correct in the first place. A bonded seal, flare, face seal, or the right hydraulic thread form solves more problems than any paste will.
Published technical information puts Boss White in a broad temperature range and a low-pressure bracket, which fits plant services far better than it fits loaded hydraulic circuits. The manufacturer technical information PDF also sets the boundaries on material use, storage, and general application intent. Read those limits exactly as written. If the joint duty sits outside them, choose a different sealing method.
What the specification means in practice
The numbers only help if they are tied back to the job in front of you. A low-pressure case drain or vent point on older equipment is one thing. A cyclic line that sees pressure spikes, heat soak, and constant machine vibration is another.
In workshop terms, Boss White suits joints where the thread itself is expected to seal and just needs help filling the spiral leak path. It does not suit joints that rely on a machined seat, an elastomeric seal, or precise hydraulic thread geometry. If you are unsure what fitting family you are dealing with, check these common hydraulic fitting types and thread forms before you reach for any compound.
Boss White Technical Data Sheet
| Property | Specification | Notes for Hydraulic Use |
|---|---|---|
| Product type | Solvent-based, linseed oil paste | Acceptable only where the fluid and service conditions can tolerate that chemistry |
| Operating temperature | -50°C to +150°C | Wide enough for many plant rooms, utility lines, and warm return circuits |
| Pressure suitability | Up to 7 bar, approximately 101.5 psi | Limits use to low-pressure duties, not working pressure lines |
| Approved application types | Hot/cold water, natural gas, low-pressure steam | Shows the product was designed around general service pipework |
| Compatible fitting materials | Steel, brass, copper | Fits many older threaded metal assemblies found around hydraulic plant |
| Not recommended for | Potable water systems, plastic components | Keep it off plastic fittings and any service where approval is required |
| Colour | White | Makes coverage easy to inspect before assembly |
Strengths, limits, and the trade-offs that matter
Boss White gives you a forgiving seal on imperfect but serviceable metal threads. That is why it still turns up on older industrial equipment. It also stays visible during assembly, which helps catch dry spots or over-application.
The trade-off is that it can encourage bad habits if the fitter treats paste as a repair for thread damage, poor alignment, or the wrong adaptor. In hydraulic service, that mistake costs more than a drip. Excess compound can migrate, dirt sticks to wet residue, and repeated retightening can distort the joint or crack a female port.
Use it when the duty is low pressure, the fitting is metal, and the joint design depends on thread engagement. Avoid it on plastic, on potable water service, and anywhere cleanliness control or fluid compatibility is in doubt. If the joint comes apart frequently for maintenance, choose a sealing method that is easier to inspect and repeat consistently.
The same discipline applies in other surface-dependent work. Success depends on clean contact surfaces and the right material for the substrate, much like ensuring durable coatings on steel structures.
Boss White is commonly sold in a 400 g tin. Storage is straightforward, but the surface can skin over in the container. Remove the skin and check the remaining material before use. If the paste has separated badly, thickened beyond workable consistency, or picked up contamination from the bench, discard it.
If the fitting type is wrong for the service, no jointing compound will turn it into a reliable hydraulic joint.
Preparing Threads for a Perfect Seal
Most leaking threaded joints fail before the compound ever touches the fitting. Dirt, old sealant, oil residue and thread damage all stop the paste from sitting where it needs to sit. If you want a reliable seal, preparation is essential.

Clean first and clean properly
Treat thread prep the same way you'd treat any surface-critical job. The logic is no different from ensuring durable coatings on steel structures. If contamination stays on the surface, the material applied over it can't perform as intended.
On threaded fittings, that means removing:
- Old compound and tape with a pick, wire brush or thread file where appropriate
- Oil film and grease with a suitable degreasing solvent
- Rust, dirt and swarf from both male and female threads
- Loose metal fragments left by previous damage or poor cutting
If you're working across mixed thread forms or replacing fittings entirely, it helps to review the basics of hydraulic fittings types before resealing anything. A perfect sealant application won't rescue a mismatched fitting standard.
Inspect what the brush reveals
Once the threads are clean, inspect them. Here, you catch the faults the paste can't solve.
Look for cross-threading, flattened crests, burrs, galling and cracks. On older steel fittings, corrosion can eat into the thread root enough to create a permanent leak path. On brass, overtightening often distorts the form. If the thread is mechanically unsound, replace the part.
A jointing compound fills imperfections. It doesn't rebuild missing metal.
Dry threads matter
The final wipe is often rushed. Don't rush it. Threads need to be clean and dry before application so the compound can spread evenly and stay where you put it.
A practical workshop checklist is simple:
- Brush out the thread until old residue is gone.
- Degrease both sides of the joint.
- Inspect under good light for damage, burrs or deformation.
- Wipe dry with a clean cloth and keep dirty gloves off the prepared surfaces.
That sequence avoids the common mistake of cleaning the fitting, then handling it with oily hands while reaching for the tin.
Correct Application Technique for a Leak-Free Finish
Good application is precise, not generous. Boss White works best when it fills the thread spiral without being pushed into the bore or stopping the joint from tightening fully. Most failures come from using too much, starting too close to the end, or coating both halves of the joint.

The golden rule on where it goes
Apply Boss White Jointing Compound to the male thread only. Start from the second thread from the end and coat around two-thirds of the thread length with a thin, even layer that still leaves the thread profile visible. Those application guidelines are set out in the technical data sheet, which is also why over-application causes trouble.
That last point matters. If the compound hides the shape of the thread, you've probably used too much. The fitting may feel tight before it's properly engaged. That's hydraulic locking in practice. The trapped compound stops the threads from drawing together as they should.
A method that works on the bench and on site
Use a brush or applicator and work with control:
- Load a small amount onto the brush. Don't dip and flood the thread.
- Begin at the second thread so excess material isn't driven straight into the system.
- Coat only the engaged area. There's no value in covering threads that won't enter the female fitting.
- Keep the layer thin. You should still see the thread peaks and form.
- Assemble without delay. Once the surface starts to skin, the paste is harder to spread properly during tightening.
The reason for coating only the male side is simple. You can see what you're doing. You control the amount better, and you reduce the risk of excess material being carried inward.
Tightening without making the seal worse
Hand-start the thread first. If it doesn't go together smoothly, stop. Back it off and check alignment. Forcing a poorly started fitting only damages the thread and turns a simple sealing job into a replacement job.
After hand engagement, tighten with the correct tool and reasonable feel for the fitting material. Don't use the compound as an excuse to overtighten. Boss White is there to seal the microscopic gaps, not to replace proper mechanical assembly.
A quick visual demonstration can help if you're training someone on the bench:
One common mistake to avoid
Don't combine Boss White with PTFE tape on the same joint. People do it when they don't trust their own preparation. In practice, the combination makes application inconsistent, affects tightening feel, and complicates fault-finding later.
Use one sealing method and use it properly. Mixed methods usually hide poor discipline.
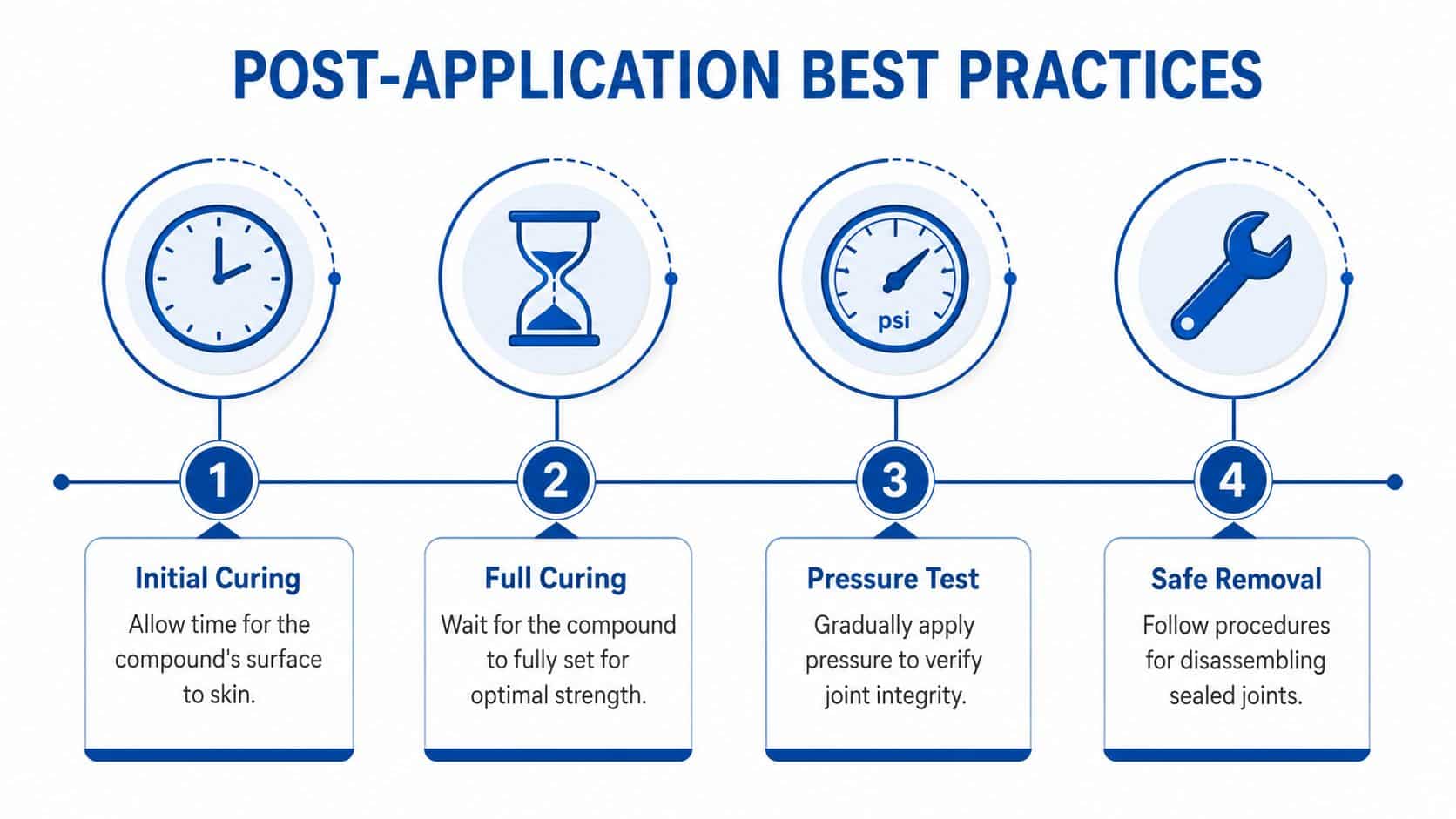
Curing Times, Pressure Testing, and Safe Removal
A low-pressure hydraulic line can look sound on the bench, then start weeping once the unit goes back into service and vibration gets into the pipe run. That usually traces back to impatience after assembly. Boss White needs time to settle in the thread form before the joint sees pressure, temperature change, and movement.
As noted earlier, the compound skins over quickly but needs a proper cure period before you treat the joint as ready for service. In practice, I allow at least a full day before pressure testing unless the product sheet for the exact compound says otherwise. On hydraulic pipework, that wait matters more than many general plumbing guides admit, because the joint is not only resisting fluid escape. It is also dealing with pulsing load, clamp vibration, and the small movement that comes with machine operation.
Let the seal stabilise before you test it
Skinning is only the surface drying off. A serviceable seal takes longer. If you pressure the line too soon, the compound can shift in the thread roots and open a fine leak path that may not show until the machine warms up or sees repeated pressure cycles.
That risk is higher on older threaded adaptors, steel into cast ports, and fittings that already have slight wear in the thread flanks.
If the job is urgent, say so at planning stage and choose a sealing method that matches the commissioning window. Do not force Boss White into a job that has no time for cure.
Pressure testing without fooling yourself
A good test is controlled, clean, and slow enough to show a real defect. On hydraulic systems, sudden full-pressure application can mask what is happening at the joint or load the fitting harder than necessary during first test.
Use this sequence:
- Wipe the joint and surrounding area clean so fresh oil is easy to spot.
- Bring pressure up in stages and pause at each step.
- Check for a dull sweat, bead formation, or a defined weep at the thread entry.
- Hold the test long enough to catch a slow leak, especially on vertical runs where oil can track.
- Recheck after a short dwell period if the line will see vibration in service.
On a clean fitting, even a slight leak has a pattern. It will show as a fresh ring, a bead, or a trace line. Dirt and leftover oil hide that evidence.
For chemical handling and workshop documentation, it also pays to understand the basics of avoiding SDS errors when storing, using and recording products like jointing compounds and cleaners. Poor paperwork does not cause the leak, but it does create preventable safety and compliance problems around handling.
Safe removal on rework or maintenance
A cured Boss White joint should still come apart with normal tools if the fitting was assembled correctly and not overtightened. Support the fixed side first. Then apply steady force to the moving side so the seal breaks at the thread, not through the pipe clamp, tube run, or valve body.
Avoid shock loads on small ports and manifolds. In hydraulic equipment, that is how a simple reseal turns into a cracked housing or a distorted elbow.
After dismantling, strip all old compound from both thread sets. Pick out residue from the roots, degrease properly, and inspect the thread form under good light before rebuilding. If the assembly problem is retention rather than thread sealing, use a product designed for that duty instead of trying to make Boss White do another job. That distinction matters on rotating or fitted parts, which is why engineers separate thread sealants from products such as bearing Loctite retainer.
The quality of the rework depends on what you remove, inspect, and clean before the joint goes back together.
Troubleshooting and Frequently Asked Questions
When a newly assembled joint still weeps, the usual reaction is to tighten it again. That's often the wrong move. A persistent leak usually points to one of three things. The thread was damaged, the preparation was poor, or the compound was applied badly.
Why a new joint still leaks
Start with a short diagnostic check:
- Too much compound can stop full thread engagement and leave the fitting feeling tight before it has seated.
- Too little compound leaves spiral leak paths open on imperfect threads.
- Dirty threads stop the material bonding and spreading properly.
- Damaged threads create leak paths no paste can reliably correct.
- Poor alignment on assembly can start the fitting crooked and ruin the seal before final tightening.
If you strip the joint and find the paste has been pushed in lumps toward the bore, that usually confirms over-application. If the coverage is patchy and dry, the fitting may have been assembled too late after application or onto contaminated threads.
Frequently asked questions from the workshop
Can I use Boss White with PTFE tape?
No. Use one or the other. Mixing them makes the joint harder to judge during tightening and often masks poor prep.
Is Boss White suitable for oxygen lines or specialist gas service?
Use only products specifically approved for that service. Boss White shouldn't be treated as a general answer for specialist gas duties.
Can I use it on plastic fittings?
No. Boss White isn't recommended for plastic components.
What about compressed air lines?
Only after confirming the fitting type, service condition and product suitability for that exact application. Don't assume a low-pressure air line is automatically an acceptable use.
How do I clean it off hands and tools?
Wipe off the bulk first, then clean tools with an appropriate workshop cleaner or degreaser. Don't leave compound to harden on brushes, spanners or vice jaws.
Is it suitable for every hydraulic fitting that has a thread?
No. That assumption causes trouble. Many hydraulic fittings seal on a cone, face, bonded seal or O-ring, not on the thread itself. On those joints, adding compound can interfere with the designed sealing method.
For technicians who also handle general domestic leak calls outside industrial work, some of the basic fault-isolation habits used in plumbing solutions from Bulls Eye carry over well. The principle is the same. Clean the area, identify the true source, and don't assume the nearest wet fitting is the failed one.
The best habit you can build is this. If a joint leaks, don't keep adding force. Strip it, inspect it, clean it, and rebuild it properly.
For application advice, replacement components, and support with hydraulic sealing and system build issues, contact MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message through the contact page.
