A hose has burst, the machine is parked up, and everyone wants it moving again before the shift loses any more time. The failed hose often gets the blame. In practice, the fitting at the end is just as often the culprit. Wrong thread, wrong seat, wrong seal, or a fitting that was only ever “close enough” until vibration and pressure cycling exposed it.
That's the everyday reality behind hydraulic fittings types in the UK. Few workshops deal with one tidy standard. You'll see older British equipment with BSP, imported plant with metric ports, attachments with JIC, and the odd American thread form mixed in after years of repairs. That's why a leak that looks minor on the bench can turn into repeat downtime in the field.
The job isn't only to identify what's in your hand. It's to understand how it seals, whether it suits the machine, and whether keeping that same style is the right decision. If you work around loading systems and plant interfaces, the wider context of hydraulic reliability matters too, especially when comparing equipment layouts such as understanding hydraulic and mechanical levelers, where serviceability and component choice directly affect uptime.
Your Guide to Preventing Hydraulic System Downtime
The worst fitting failures don't usually happen in the workshop. They happen after the repair, when the machine is back under load and everyone assumes the problem has been solved. A connection that looked acceptable at low pressure starts weeping, a tapered thread has been forced into the wrong port, or a flare seat has been marked during assembly. Then the machine comes back with oil everywhere and a much bigger clean-up job.
In a mixed-fleet UK environment, the risk is simple. Different fitting families can look deceptively similar. A BSPP male can be mistaken for something else. A metric thread can seem to “start” in a port it should never enter. A JIC seat can get damaged by over-tightening because someone treated it like a thread-sealed fitting.
The repair that holds pressure on the bench isn't always the repair that survives vibration, heat cycles and actual service conditions.
The practical answer is disciplined identification and a bit of judgement about what works long term. Some fitting types are more forgiving in maintenance. Some are easier to source fast. Some are better where machines see shock loads, repeated disassembly or multiple service depots.
The aim is straightforward. Reduce leaks, avoid thread damage, and stop buying the same replacement twice.
Understanding How a Hydraulic Fitting Seals
A hydraulic fitting only does two jobs. The thread pulls the parts together. The seal stops fluid escaping. Confuse those two jobs and you'll chase leaks for far longer than you should.
That's where many junior technicians go wrong. They focus on thread size first and sealing method second. In hydraulics, it needs to be the other way round. If you don't know how the connection seals, the thread measurement on its own won't save you.
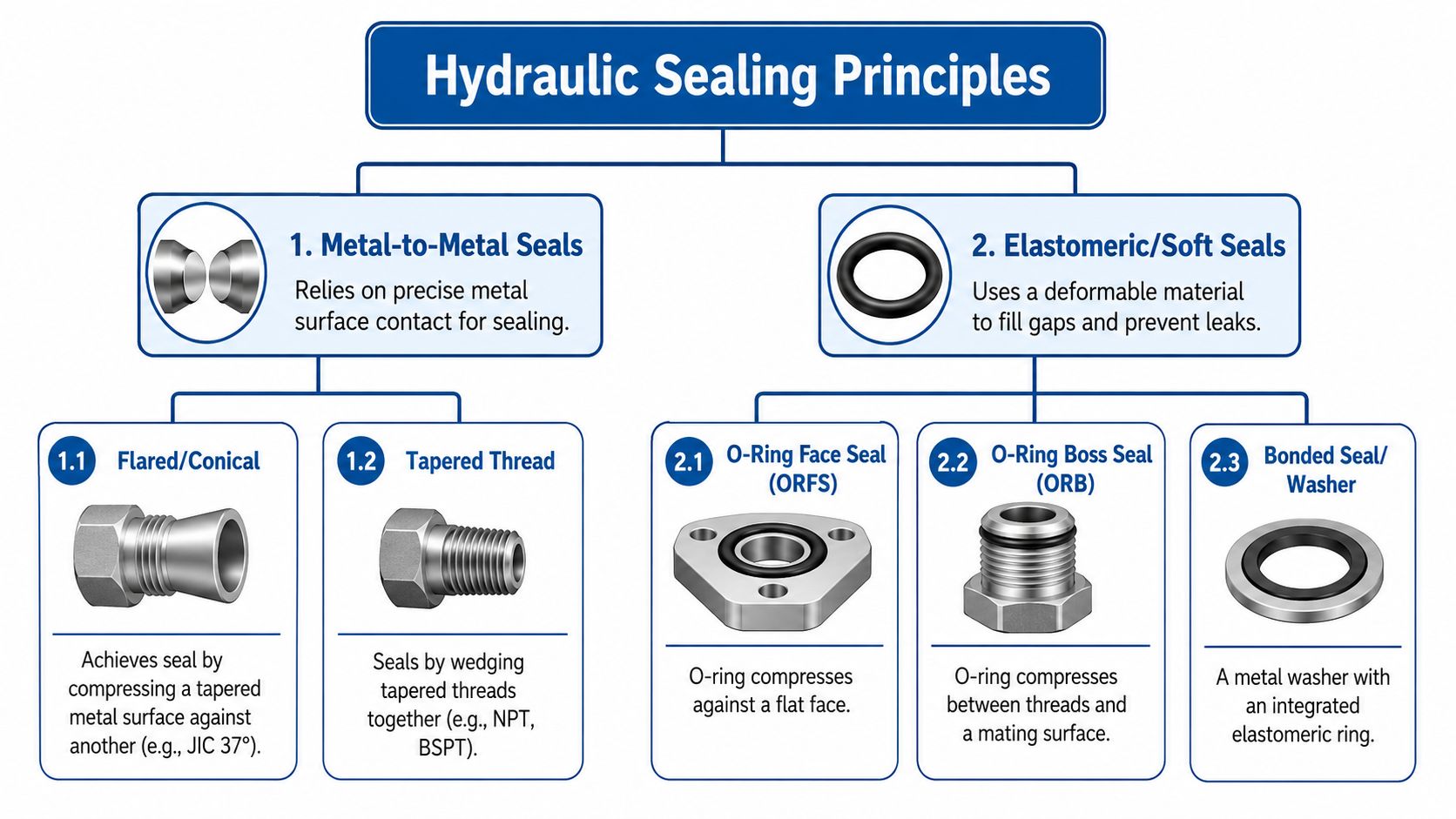
Metal-to-metal versus soft seals
Consider the difference between a cone pressed into a matching seat and a flat joint that relies on a rubber washer. Both can work well, but they behave differently when installation quality, vibration and re-use come into play.
The three common hose coupling sealing concepts are O-ring, mated-angle flare, and tapered-thread connections. One hydraulic fitting guide notes that ORFS can operate up to 6,000 psi, which is approximately 414 bar, JIC uses a 37° flare seal, and tapered threads such as BSPT seal by thread interference and often require sealant such as PTFE tape in this hydraulic hose fitting reference.
That single fact explains a lot of workshop problems.
- Mated-angle flare means the seal is made at the seat. If the cone is damaged, dirty or over-tightened, it leaks.
- Tapered-thread means the threads themselves help create the seal. If the wrong sealant is used, or the thread is crossed, the port is often damaged before the leak appears.
- O-ring sealing means the elastomer takes up minor imperfections. That usually gives a cleaner, more repeatable assembly if the O-ring is in good condition and properly aligned.
Why threads fool people
A thread can look right and still be wrong. Two fittings may share a similar diameter, and one may even screw in a short distance, but that tells you nothing about whether the seal will hold. British and European identification guidance regularly distinguishes BSPP straight-thread connections from BSPT tapered sealing for exactly that reason. Straight threads and tapered sealing principles are not interchangeable.
Workshop rule: if you can't point to the sealing surface, you haven't identified the fitting yet.
This matters even more on machines repaired by more than one depot. One technician uses PTFE tape on everything. Another swaps only the visible adapter. A third assumes a leak is caused by a damaged hose. The system keeps failing because no one stepped back and asked the basic question. Where is this connection supposed to seal?
What usually works better in service
From a maintenance point of view, fittings with a clear, visible sealing method tend to cause fewer arguments. A flat face with an O-ring is easier to inspect than a tapered thread that relies on feel and experience. A clean flare seat can be reliable, but only if the surfaces are undamaged and the assembly method is right.
That doesn't mean one family is always best. It means the sealing method should guide the decision before thread form, spanner size or what happened to be on the shelf.
The Main Hydraulic Fitting Families Found in the UK
In the UK, hydraulic fittings are commonly grouped into the main connection families of NPT, BSPP/BSPT, JIC, ORFS, DIN metric and JIS, and British suppliers still organise many product ranges around the legacy BSP thread form even as international types have become widespread on mixed equipment fleets, as outlined in this hydraulic fittings selection and maintenance guide.
That mix is exactly why hydraulic fittings types cause so much confusion in British workshops. You aren't dealing with one house standard. You're dealing with the repair history of the machine as well.
BSPP and BSPT
BSP remains the language a lot of UK machinery still speaks. That's especially true on older equipment, service parts, replacement valves and general workshop stock.
BSPP uses a parallel thread. It doesn't taper at the end, so it doesn't seal by wedging the threads together. It usually relies on a bonded seal, an O-ring arrangement, or a suitable mating face.
BSPT is different. It's a tapered thread and seals by thread interference. That can work well when assembled properly, but it's less forgiving when the thread is dirty, over-tightened or forced into the wrong female port.
What works:
- BSPP for serviceability when the sealing arrangement is obvious and repeatable
- BSPT where tapered sealing is already designed into the component
What causes trouble:
- Treating BSPP and BSPT as if they're interchangeable
- Using sealant where the actual seal should be at a face or washer
- Ordering by thread name only, without checking the sealing style
JIC 37 degree flare
JIC is common on mobile plant, agriculture and imported equipment. It uses a 37° flare seal, which makes it easy to strip and reassemble if the cones are still in good condition.
Its strength is practicality. Technicians know it, stockists know it, and it suits a lot of hose-end work. It's also reusable if it hasn't been damaged by poor assembly.
Its weakness is the same feature that makes it popular. The sealing faces must be clean and true. If someone over-torques it, nicks the flare, or drags dirt across the seat, the fitting often comes back with a persistent weep that no extra tightening will cure.
ORFS
ORFS means O-Ring Face Seal. In real maintenance terms, that means a flat face, a visible O-ring, and less ambiguity about where the connection seals.
On mixed fleets, ORFS often makes life easier because it removes much of the guesswork around thread sealing. If the O-ring is correct, the face is clean and the fitting is aligned, you get a strong, repeatable seal that stands up well where vibration is an issue.
This is one reason many engineers prefer it for newer builds or repeated problem points. If you also deal with service connections and line changes, products such as quick release hydraulic couplers often sit alongside these decisions because connection style affects how cleanly a circuit can be maintained.
Metric fittings
Metric isn't one single thing. That's where people get caught out.
In UK practice, the main metric fitting families you'll run into are DIN 2353 / ISO 8434-1 compression fittings, ISO 6149-1 straight-thread port fittings, and metric hose-end standards such as BS EN ISO 12151-2. The important point is that these standards control different sealing mechanisms.
DIN 2353 and ISO 8434-1 are tube-end compression systems. They seal by ferrule bite and metal-to-metal contact. ISO 6149-1 uses a straight metric thread with an O-ring at the port face. Same general metric world, but not the same sealing rule.
A fitting can share the same thread size and still leak because the cone angle, ferrule type or port sealing method is wrong.
That's a common problem on European imports and on machines that have had hose assemblies made by more than one supplier.
NPT and JIS
You won't see NPT on every UK machine, but you will see it often enough on imported components and older adaptations that it needs checking. It seals by tapered thread interference and usually needs thread sealant. Misidentification usually shows up as thread damage first and leakage second.
JIS also appears on Japanese machinery and attachments. The practical lesson isn't to memorise every variation. It's to recognise that Japanese and American flare-based fittings are not safe to assume as interchangeable just because they look similar at a glance.
At-a-Glance Comparison of Common Fitting Types
| Fitting Type | Sealing Method | Typical Pressure (Bar) | Vibration Resistance | Common UK Applications |
|---|---|---|---|---|
| BSPP | Parallel thread with bonded seal, O-ring or mating face | Varies by design and size | Moderate when correctly sealed | Older British equipment, valves, service parts |
| BSPT | Tapered thread interference | Varies by design and size | Moderate, depends heavily on correct assembly | Legacy British systems, threaded ports and adapters |
| JIC | 37° metal-to-metal flare | Varies by design and size | Good if flare faces are undamaged | Mobile plant, agriculture, hose assemblies |
| ORFS | Flat-face O-ring seal | Up to approx. 414 bar in the cited guidance | Strong in vibration-prone service | High-pressure circuits, mixed-fleet upgrades |
| DIN Metric | Compression ferrule and metal seat | Varies by design and size | Good when assembled correctly | European industrial and mobile equipment |
| ISO 6149 Metric Port | Straight metric thread with O-ring at port face | Varies by design and size | Good with correct port match | Imported OEM components, modern metric systems |
| NPT | Tapered thread interference with sealant | Varies by design and size | Fair to moderate | Imported components, adapted repairs |
| JIS | Flare or cone style depending on type | Varies by design and size | Good when correctly matched | Japanese machinery and attachments |
A Practical Guide to Identifying Hydraulic Fittings
Most fitting mistakes happen before the spanner comes out. They happen when someone identifies the part by eye, orders what “looks right”, and only measures after the new fitting doesn't seat properly.
The safer approach is mechanical and repeatable. Clean the fitting, inspect the sealing area, then measure it properly.

Start with the seal, not the thread
Before touching calipers, ask four quick questions.
-
Is the thread parallel or tapered?
Look along the thread. If it visibly narrows, treat it as tapered until proven otherwise. -
Is it male or female?
Sounds obvious, but it matters when you take measurements and compare charts. -
Where does it seal?
Flat face, cone seat, bonded washer face, ferrule seat, or thread itself. -
Is there any sign of previous abuse?
Burrs, sealant packed into the wrong area, marked flare faces and crushed O-rings all distort identification.
A lot of confusion disappears at this stage. UK guidance on mixed OEM systems points out that the common metric families include DIN 2353 / ISO 8434-1 compression fittings and ISO 6149-1 straight-thread port fittings, and that a fitting can share the same thread size yet still leak if the cone angle, ferrule type or port sealing method is wrong, as explained in this guide to metric hydraulic fitting standards.
Measure in a fixed order
Use a consistent routine every time. Don't jump between charts and guesses.
-
Measure diameter with digital calipers
On a male thread, measure the outside diameter. On a female thread, measure the inside diameter. Record it in millimetres even if you suspect an imperial standard. -
Check thread pitch with a pitch gauge
For imperial threads, you're looking at threads per inch. For metric, you're checking the millimetre pitch between threads. -
Confirm the seat form
A seat angle gauge is the cleanest way to separate similar-looking flare families. At this point, wrong assumptions do real damage. -
Compare all features together
Thread diameter alone is never enough. You need thread form, pitch, sealing method and seat profile.
If you need conversion parts during identification work, something like a 1/4 BSP to metric adapter range is useful as a reference point for the sort of cross-standard interfaces technicians deal with regularly.
If the fitting only “nearly matches” the chart, stop. Hydraulic fittings don't reward optimism.
A quick visual explanation can help when training apprentices or checking unusual parts on the bench.
What junior technicians should watch for
The common workshop trap is chasing the thread because it's easy to measure. The actual cause of leakage is often the sealing interface.
A second trap is assuming imported equipment uses one standard throughout. It often doesn't. A machine may have metric ports on a valve block, JIC hose ends on replacement lines, and BSP adapters added during an older repair. Once you accept that, careful identification stops feeling slow and starts looking efficient.
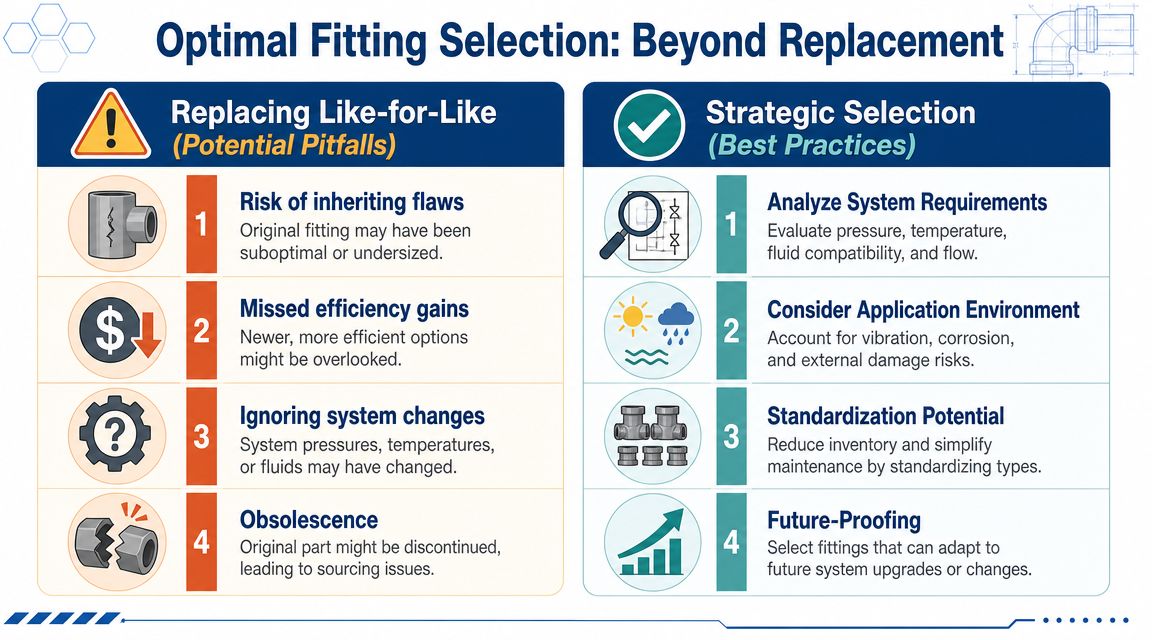
Choosing the Right Fitting Beyond a Like-for-Like Match
Replacing what came off the machine isn't always the right answer. Sometimes it is. Often it isn't. If a fitting has leaked repeatedly, loosened under vibration, or caused confusion every time the machine needs a hose made, matching it exactly just preserves the problem.
That's why the better question isn't “what was fitted before?” It's “what connection gives this machine the fewest problems over the next few years?”
What matters in real service
UK fitting guidance highlights a gap in most hydraulic fittings types content. It usually lists thread families but doesn't answer which fitting is safest for mixed fleets. In those environments, BSP, JIC, ORFS and metric systems all appear together, visual identification alone is unreliable, and a parallel thread with an O-ring seal can reduce ambiguity compared with tapered thread systems, as discussed in this hydraulic hose fitting identification article.
That lines up with field experience.
If a machine moves, vibrates, gets worked hard and is serviced by different people, the fitting that tends to win is the one that's hardest to misunderstand. Tapered-thread systems can still be the correct choice where the port is designed for them, but they aren't the first style I'd choose if the aim is to reduce repeat leaks and make future service easier.
When standardisation pays off
Mixed fleets create hidden costs. Not just in parts, but in decision time.
A workshop that carries BSPP, BSPT, JIC, metric compression parts, metric port fittings, bonded seals, O-rings and odd adapters can support almost anything. It can also lose time on every urgent repair because the technician has to identify, verify and cross-check everything under pressure.
Standardising selected circuits where practical can help with:
-
Spares simplicity
Fewer seals, fewer adapters, fewer “maybe it's this one” moments at the bench. -
Training consistency
Junior staff make fewer mistakes when similar machines use the same connection logic. -
Lower leak risk
Clear sealing interfaces reduce the temptation to fix uncertainty with extra force or extra sealant. -
Faster field repair
The fitter who turns up later can understand the connection without guessing what the last depot did.
Don't select on purchase price alone
The cheapest fitting on the invoice can be the most expensive one in service if it needs odd tooling, takes longer to assemble, or is difficult to source quickly. That's especially true for machines that earn their keep outdoors and can't sit waiting for a special adapter.
I'm not giving a blanket rule that every BSP or JIC connection should be redesigned. That would be lazy engineering. Plenty of those systems work well when the components are correctly matched and installed. The point is to stop treating fitting choice as an afterthought.
Choose the fitting that the next technician can identify, source and install correctly at the first attempt.
That mindset changes decisions. A repeated leak point on a vibrating mobile machine may justify moving to a clearer O-ring-based connection. A legacy British machine with easy parts support may still be best kept on BSP. A European OEM circuit may be better left fully metric rather than hybridised with adapters.
A simple decision filter
When deciding whether to stay like-for-like or change type, I use a short filter:
| Question | If the answer is yes | What it usually suggests |
|---|---|---|
| Does the machine suffer repeated vibration-related leaks? | Check sealing resilience first | O-ring-based connections often deserve consideration |
| Do multiple depots or contractors service the asset? | Prioritise clarity and easy identification | Avoid ambiguous thread-sealed arrangements where practical |
| Is the current fitting hard to source quickly in the UK? | Review availability, not just specification | Standardisation may be worth it |
| Has the connection already been adapted several times? | Assume the history is part of the problem | Clean up the design rather than adding one more adapter |
| Is the existing system performing well with correct parts? | Don’t redesign for the sake of it | Stay with the native standard and install properly |
Installation Best Practices and Common Failure Modes
Even the right fitting will leak if it's assembled badly. Most failures I see aren't caused by exotic problems. They come from dirt, misalignment, wrong torque, reused seals, and sealant being put where it never belonged.
The discipline is basic. Clean components, confirm the seal type, lubricate where appropriate, align before tightening, and torque to the fitting maker's guidance. Skip any of those and the connection may hold briefly, but it won't stay reliable.
Assembly habits that prevent leaks

Good installation is repetitive for a reason.
-
Clean the male and female sides fully
Dirt on a flare seat or under an O-ring becomes a leak path. -
Use PTFE tape only where the fitting type calls for thread sealing
Tapered-thread systems such as BSPT or NPT may need sealant. Flare and O-ring joints do not. Tape on those fittings often causes contamination and false confidence. -
Lubricate O-rings lightly if suitable for the fluid and seal material
Dry O-rings can twist or pinch during assembly. -
Tighten squarely, not under side load
A hose pulling sideways on the fitting can distort alignment before the seal is even made. -
Use a torque wrench where the application justifies control
Especially on repeated repairs, critical circuits and expensive components. If thread security is part of the design on adjacent hardware, products such as thread locking adhesive solutions may also be relevant, but they are not a substitute for correct hydraulic sealing practice.
A lot of lifecycle cost comes from this stage. Existing guidance rarely asks whether operators should standardise on one connection type to reduce downtime and spares complexity, yet it does point out that the cheapest fitting at purchase can become the costliest over its working life if it needs special tools or is hard to source quickly, as noted in this overview of common hydraulic hose fittings.
Failure modes worth recognising early
Most repeat leaks leave clues.
A fitting that needs “just a bit more nip” every few weeks is usually telling you the sealing method, alignment, or component match is wrong.
Common examples include:
-
Cracked or marked JIC flare
Usually follows over-tightening, dirt on the seat, or repeated reuse after damage. -
Pinched ORFS O-ring
Caused by poor alignment, damaged groove edges, or fitting the wrong O-ring section. -
Weeping tapered-thread port
Often linked to crossed threads, insufficient sealant, too much sealant, or a thread that was never the right standard in the first place. -
Loose metric compression joint
Can result from incorrect ferrule assembly, wrong tube preparation, or mixing parts that appear compatible but aren't.
What doesn't work
What doesn't work is forcing a near-match, wrapping everything in tape, or tightening until the spanner feels convincing. It also doesn't work to blame the hose every time oil appears at the end connection.
If a leak returns, strip the joint and inspect the sealing surfaces properly. Look for witness marks, off-centre contact, flattened seals, damaged threads and any sign that the hose routing is loading the fitting. The fault is usually visible once you stop trying to rescue the original assumption.
Get Expert Advice on Your Hydraulic System
Reliable hydraulic fittings types knowledge comes down to three things. Identify the connection properly. Choose the fitting on serviceability and compatibility, not habit. Install it as if the seal matters more than the thread. Because it does.
That matters more in the UK than many generic guides admit. Real fleets are mixed. British legacy BSP, European metric, JIC hose ends and imported adaptations often live on the same site. The fitting that looks close enough can still be the one that causes the next failure.
When the application is awkward, the part is hard to trace, or the machine has already been adapted too many times, it's worth getting a second technical view before another hose is built. Cross-referencing fittings, ports, seals and replacement options is often quicker than repeating a repair that was only half right.
If you need help identifying a fitting, cross-referencing a hard-to-find part, or choosing a more reliable connection strategy for a mixed fleet, contact MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message.
