You already know the scene. A machine is booked solid, production is under pressure, and the hydraulic system that “was on the schedule” fails anyway. A hose lets go, a pump starts whining, oil temperature climbs, or a valve sticks at exactly the wrong time. The maintenance plan exists on paper, but the breakdown still owns the day.
That's usually not a maintenance problem in the narrow sense. It's a maintenance scheduling problem. The work was listed, but it wasn't prioritised properly, resourced properly, or timed around how the equipment runs in a live UK plant.
Hydraulic systems punish lazy schedules. A press, power pack, mobile plant circuit, or materials handling unit doesn't wear neatly by calendar date alone. Duty cycle changes. Environments change. Operators change. Production pushes planned work aside. The same pattern shows up in other service businesses too. If interruptions aren't handled systematically, small misses become expensive operational failures. That's why these insights on home service missed call costs are useful reading. Different sector, same lesson. Operational gaps create financial damage long before anyone logs the final fault.
Why Your Maintenance Schedule Might Be Failing
Monday morning in a UK plant often starts the same way. Production wants another run, maintenance has three planned jobs waiting, one fitter is tied up on a callout, and the hydraulic unit that was "covered" on the schedule keeps operating with hot oil, dirty breathers, and a small leak nobody has had time to investigate. On paper, the schedule exists. In practice, the work is slipping.
That gap between what is planned and what is executed is why many maintenance schedules underperform.
Static calendars are a common cause. A weekly plan might call for hose inspections, filter checks, breather cleaning, and a power pack service, but hydraulic equipment does not wear to a neat calendar. A machine on double shifts, a mobile unit working outside in wet conditions, and a lightly used standby pack should not be treated the same way. If the schedule ignores duty cycle, contamination exposure, temperature, and access constraints, it becomes an admin exercise rather than a control measure.
I see the same pattern on busy sites. Planned work is entered into the system, then delayed because production will not release the asset, parts are still on order, or nobody has lined up isolation, lifting gear, or safe access. The task still shows as scheduled, which can give a false sense of control, but the risk on the machine has not changed.
What failure looks like in practice
The warning signs are usually plain enough:
- Tasks sit in the plan without clear ownership. Everyone assumes somebody else will pick them up.
- Intervals are copied across unlike assets. A service pattern from one hydraulic circuit gets reused on another with different load, temperature, and contamination risk.
- Production pressure keeps overruling planned work. Maintenance loses because the short-term output target is more visible than the failure building in the background.
- Readiness is ignored. The job is booked, but the spares, permits, labour, and shutdown window are not.
A schedule that falls apart every time the site gets busy was never strong enough to begin with.
Hydraulics usually expose these weaknesses early. Contamination, heat, hose fatigue, poor filtration, and minor internal leakage often develop unnoticed. Teams keep the machine running because it still makes product. Actual damage often comes from that delay. A worn pump is left to circulate debris through the system. A breather clogged with dirt pulls contamination into the reservoir. A small hose defect becomes a burst line and an environmental cleanup.
The answer is not more calendar tasks. It is a schedule built around consequence, condition, and the way the asset is really used. Some checks must happen regardless of production pressure. Others should trigger from oil analysis, temperature trend, leakage rate, pressure instability, or operating hours rather than a date in a box.
The same operating gap shows up outside engineering. If interruptions are not handled systematically, small misses turn into avoidable cost. That is why these insights on home service missed call costs are useful reading. Different sector, same operational failure.
If your plan looks tidy in the CMMS but breakdowns still dictate the week, the problem is usually not effort. It is that the schedule was built for paperwork, not for live plant conditions.
Assessing Risk and Criticality in Your Assets
Before setting frequencies, work orders, or service windows, sort the plant by consequence. Not every hydraulic asset deserves the same attention. A main press power unit and a standby auxiliary pack shouldn't sit in the same scheduling bucket.
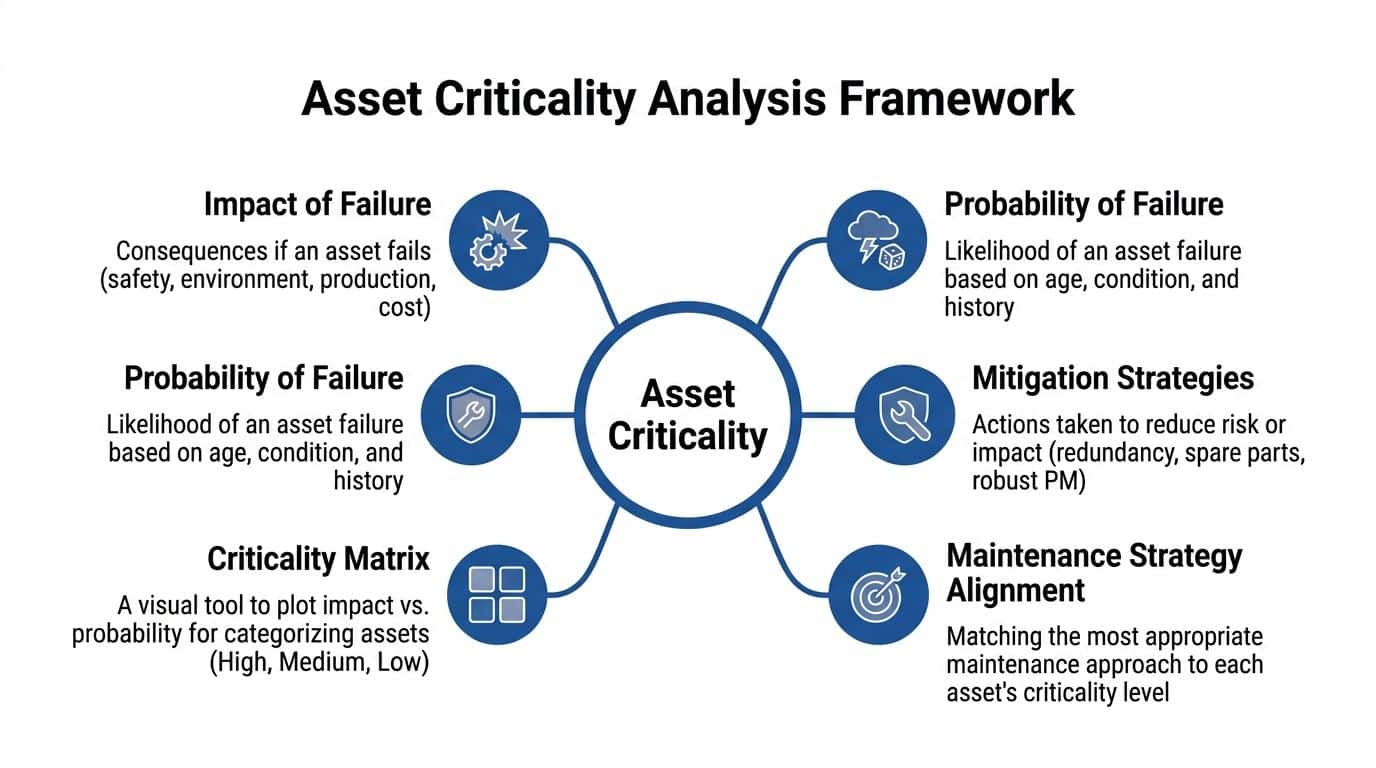
Start with a simple criticality matrix
You don't need a complicated reliability model to get this right. A practical matrix with two axes works well enough for most sites:
-
Impact of failure
Ask what happens if this asset stops. Look at safety, environmental exposure, production loss, repair complexity, and knock-on disruption. -
Probability of failure
Judge this from asset age, condition, contamination exposure, duty cycle, operating history, and known weak points.
Plot each asset into High, Medium, or Low criticality. Then align the maintenance strategy to that category.
A few examples make it clearer:
- High criticality might include a hydraulic press power pack feeding a core production process, a main cylinder circuit on mobile plant, or a hydraulic unit where failure creates a safety exposure.
- Medium criticality could be a secondary machine with some production flexibility.
- Low criticality might be a backup unit, test bench, or non-essential auxiliary circuit.
Score the real-world consequences
When teams rush this exercise, they usually under-score production impact and over-score asset replacement cost. Actual damage often comes from lost throughput, missed orders, cleanup, and emergency disruption.
Use questions like these:
- Safety. Could failure injure someone, create pressure release hazards, or lead to uncontrolled movement?
- Production. Does one failed pump stop one machine, or half the line?
- Repair access. Can the component be changed quickly, or does it need a planned outage?
- Spares exposure. Is the item on the shelf, or does lead time create prolonged downtime?
- Condition visibility. Will failure show warning signs, or will it arrive suddenly?
Practical rule: If an asset can stop production and isn't easy to isolate, it deserves tighter scheduling discipline and better condition checks than the rest of the plant.
Build the schedule around components, not just machines
This matters more in hydraulics than many teams realise. A single system often combines pumps, valves, filters, hoses, manifolds, coolers, cylinders, and controls from different suppliers. One OEM interval won't cover all of it properly.
Effective preventive maintenance schedules must integrate requirements from each component manufacturer, as systems often use parts from multiple suppliers. This is essential for compliance with UK health and safety laws like the Provision and Use of Work Equipment Regulations 1998 (PUWER) (guidance on proper hydraulic system maintenance).
That has practical consequences on the shop floor:
- Pump care may depend on fluid cleanliness and operating temperature.
- Valve blocks may need tighter contamination control than the rest of the circuit.
- Hoses and fittings need inspection against routing, abrasion, pressure rating, and environmental exposure.
- Filters may have service logic that doesn't match the reservoir or pump interval.
A workable way to categorise assets
Use three buckets and be honest about them:
| Criticality | Typical hydraulic example | Scheduling approach |
|---|---|---|
| High | Main production power pack, press hydraulic unit, lift or motion-critical circuit | Condition-led checks, locked-in PM windows, named owner |
| Medium | Secondary machine hydraulic unit, support process pack | Planned inspections with condition triggers where possible |
| Low | Backup HPU, infrequently used ancillary circuit | Basic compliance checks and periodic review |
If you stock mixed-brand components such as Vivoil pumps or Hydronit power packs, build the schedule around the actual bill of materials. That avoids the common mistake of servicing the visible assembly while missing the component-specific requirements that drive reliability underneath it.
Preventive vs Predictive A Smarter Strategy
A hydraulic unit can pass every planned service on paper and still fail on a busy Thursday afternoon. I have seen it happen after production increased the duty cycle, operators topped up with the wrong oil, or a filter change got deferred because the line could not stop. The schedule looked tidy. The execution did not.
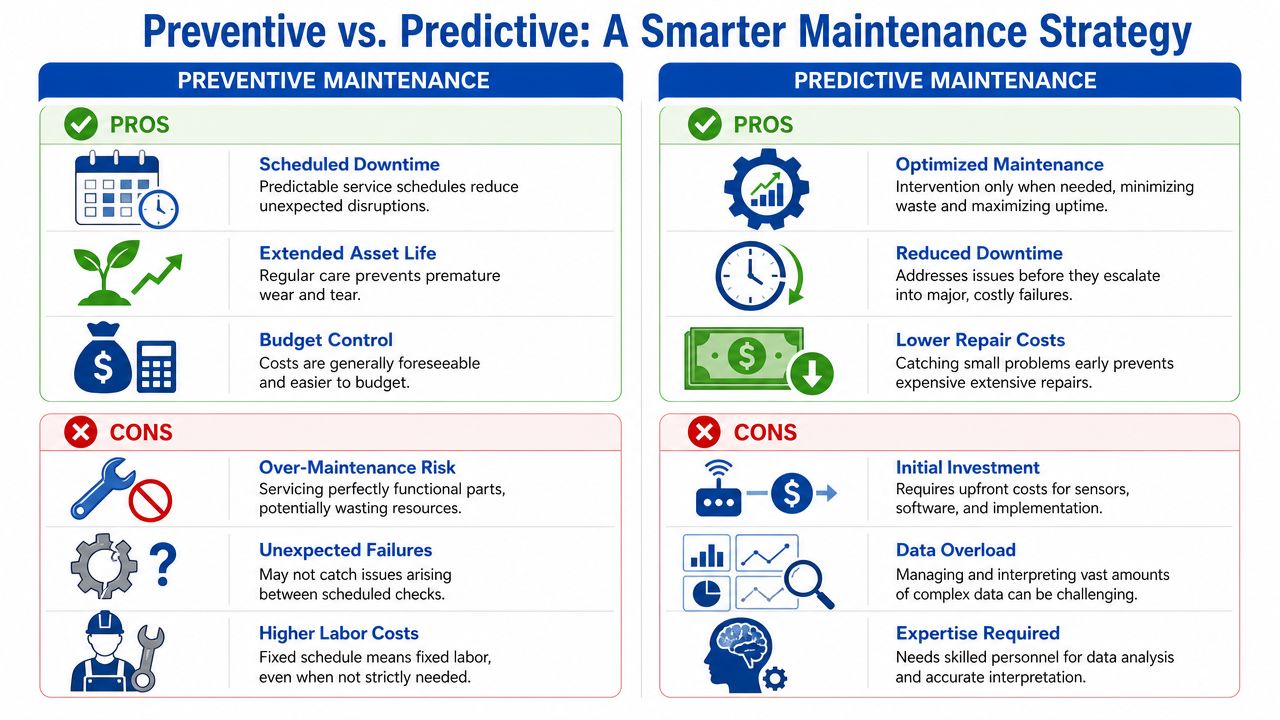
The practical answer is to split the work properly. Fixed-interval tasks still have a place, but they should cover cheap, visible checks and legal or housekeeping requirements. Condition-based tasks should drive the expensive decisions, especially on oil, filters, pumps, and valves.
Where fixed preventive work still makes sense
Preventive maintenance earns its keep where the task is simple, repeatable, and likely to catch a clear defect before it becomes a stoppage.
That usually includes:
- Pre-shift operator checks for leaks, hose damage, loose guards, low fluid level, and abnormal noise
- Weekly technician inspections of breathers, fittings, filter condition, reservoir cleanliness, and running temperature
- Planned shutdown jobs such as correcting hose routing, cleaning coolers, tightening mountings, and replacing visibly degraded parts
These tasks are not glamorous, but they stop a lot of avoidable trouble. A hose rubbing through on a bracket is not a predictive maintenance problem. It is a basic inspection problem that somebody missed because the line was under pressure to restart.
Preventive work also creates discipline. If a site cannot complete simple visual checks and record obvious defects, it will struggle to run any predictive programme properly.
Where predictive maintenance saves money
Hydraulic systems do not age neatly by the calendar. A power pack running one shift in a clean factory and a mobile unit working outside in winter should not be serviced by the same interval logic. Duty cycle, contamination exposure, heat, and operator behaviour all change the rate of wear.
That is why condition-led scheduling works better for the failure modes that cost money. Analysts at Valmet explain in their hydraulic maintenance scheduling guidance that oil analysis and condition checks give a better basis for service decisions than fixed intervals alone.
For hydraulics, the useful questions are straightforward:
- Is the oil clean enough for the components fitted?
- Are wear metals increasing between samples?
- Is viscosity still within range?
- Is operating temperature stable under load?
- Is the filter being changed because it is loaded, or because the calendar says so?
A practical starting point is this guide to condition-based maintenance for hydraulic equipment. It suits systems with variable loading, dirty environments, seasonal use, or a history of contamination-related failures.
Later in the workflow, this kind of visual overview helps teams explain the strategy internally:
Use both methods, but assign them to the right decisions
The mistake is treating preventive and predictive maintenance as competing programmes. They are different tools.
Use preventive routines for daily and weekly control of visible risks. Use predictive triggers to decide when to change oil, replace filters, strip a pump, or investigate valve wear. That approach closes a common execution gap in UK plants. Teams stop doing blanket servicing that burns labour and consumables, but they still keep enough routine structure to catch poor hose routing, leaks, heat build-up, and abuse on shift.
A simple rule helps. If the task is low-cost and easy to standardise, schedule it. If the task is expensive, intrusive, or highly dependent on duty cycle, trigger it from condition.
The same principle shows up in other maintenance-heavy operations. A garage scheduling system works best when routine bookings are planned, while inspection findings and live workshop capacity decide the heavier jobs. Hydraulic maintenance needs the same kind of discipline.
Replace parts because the asset condition justifies it. Do not replace them early to make the planner look organised, and do not leave them in service because production wants one more week. That is where good schedules usually fail in practice.
Building Your Schedule with a CMMS
Once the strategy is clear, you need somewhere to run it. Spreadsheets can hold a list, but they struggle to manage readiness, task ownership, repeat intervals, technician allocation, and history. A CMMS gives the schedule a backbone.
The point isn't software for its own sake. The point is control. If the schedule lives in memory, email, and paper check sheets, it won't survive a difficult week.
Build the asset structure first
Start by creating a sensible hierarchy. Don't stop at “Machine 4” or “Power Pack 2”. Break the asset down to a level that matches how faults occur.
A practical hydraulic hierarchy often looks like this:
-
System level
Example: Press Line 1 hydraulic system -
Assembly level
Power unit, valve manifold, cooler circuit, cylinder group -
Component level
Pump, motor, suction strainer, return filter, pressure filter, relief valve, hoses, couplings
At each level, add the details your technicians need:
- Manufacturer and model
- Operating location
- Criticality class
- Maintenance instructions
- Relevant manuals and drawings
- Spare parts references
If the plant uses bespoke power packs or mixed-brand components, keep the records specific. MA Hydraulics Ltd, for example, supplies Hydronit mini power packs and bespoke industrial power packs, so in practice that means the schedule should reflect the actual fitted pump, valve, filter, and motor details rather than one generic “HPU service” line.
Set up task logic, not just dates
A good CMMS task should answer four things:
- What exactly gets checked or changed
- Why it matters
- What standard defines pass or fail
- Who should do it
For teams comparing digital scheduling models in other service-heavy sectors, this overview of a garage scheduling system is useful because it shows the same operational principle. Work has to be visible, assigned, and sequenced around real capacity.
Use recurring work orders where fixed intervals make sense, but also create trigger-based tasks for condition findings. If a sample report flags wear metals or contamination, the next action should flow straight into the schedule instead of sitting in someone's inbox.
A broader framework for structuring that logic is covered in these preventive maintenance plans.
Work to a rolling weekly schedule
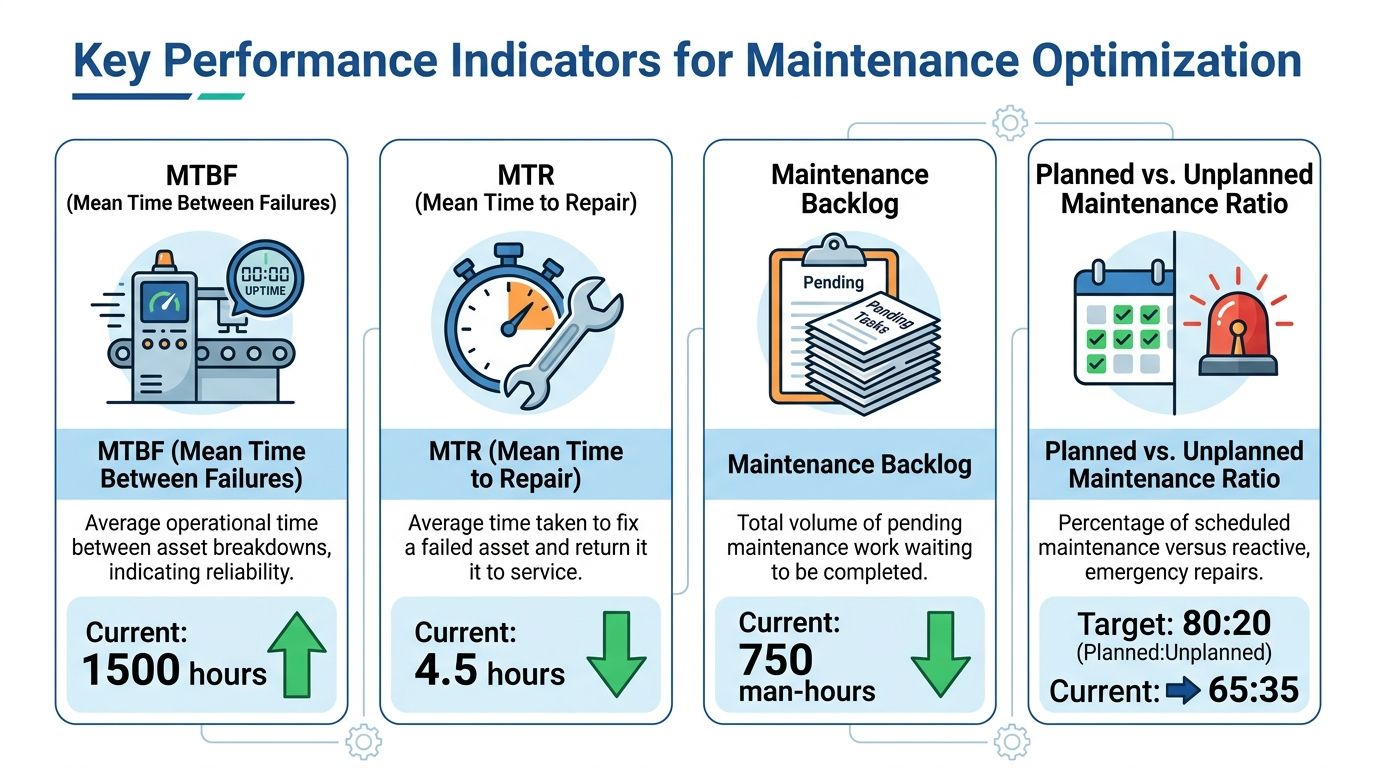
The weekly planning cycle is where most plants either gain control or lose it. Mature scheduling practice aims to book close to 100% of available labour capacity one week in advance, with an 80% PM completion target so there is still 20% capacity for breakdown work and capital projects (maintenance scheduling benchmark guidance).
That sounds counterintuitive to some managers. They want every hour visibly filled. In practice, that creates a brittle schedule. One urgent job arrives and the whole week collapses.
A stronger approach is:
- Lock in the critical planned work for next week
- Confirm labour, tools, access, permits, and parts before final release
- Leave space for reactive work that typically arises
- Review and re-sequence during the week, not at month end
If you schedule every hour as if nothing unexpected will happen, the schedule is already broken.
Sample Hydraulic Power Pack Weekly Inspection Checklist
| Check Item | Method | Specification | Result (Pass/Fail/Reading) |
|---|---|---|---|
| Oil level | Visual check at sight glass or gauge | Within marked operating range | |
| External leaks | Inspect pump, valve block, hoses, fittings, cylinder lines | No active leaks or seepage requiring action | |
| Hose condition | Check abrasion, cracking, blistering, rubbing, kinks | No visible damage, no contact wear | |
| Filter indicator | Read visual or electrical clogging indicator if fitted | Within normal service condition | |
| Reservoir breather | Visual inspection for blockage or contamination | Clean and serviceable | |
| Pump and motor noise | Run and listen during operation | No abnormal whining, knocking, or cavitation noise | |
| Fluid temperature | Read gauge or controller during normal load | Stable and within site operating standard | |
| Mountings and guards | Inspect bolts, brackets, couplings, covers | Secure and intact | |
| Cylinder and actuator movement | Observe cycle performance | Smooth movement, no hesitation or drift | |
| Housekeeping | Inspect base, tray, and surrounding area | Clean, no oil buildup, no trip hazards |
Keep operator checks short and technician checks more diagnostic. If every checklist is long, people rush it. If the checklist never changes, people stop seeing faults.
Tracking KPIs for Continuous Improvement
A maintenance schedule starts to fail long before the breakdown. It fails when missed tasks, repeat defects, and rushed repairs stop feeding back into the plan.
Plants often track too many numbers and act on none of them. A shorter KPI set works better if each measure leads to a decision on labour, spares, inspection scope, or task frequency. For hydraulic systems and mobile plant, the aim is not tidy reporting. The aim is to close the execution gap between the schedule on screen and the work that gets done on site.
Use KPIs that change decisions
MTBF
Mean Time Between Failures shows whether an asset is holding up under its real duty cycle. If a power pack or machine keeps failing despite routine PMs, the interval is not the only question. The task content may be wrong. The failure mode may be contamination, overheating, hose routing, or operator-driven shock loading that the schedule does not address.
MTTR
Mean Time To Repair exposes delay inside the repair process. Long repair times usually come from poor fault finding, bad access, missing parts, or weak job planning. On a busy UK site, this is often where production pressure inflates cost. The repair starts late, technicians improvise, and the same fault returns because nobody had time to fix the cause.
Schedule compliance
Schedule compliance shows whether planned work happened in the week it was meant to happen. Use it carefully. High compliance can still hide poor maintenance if the team is completing low-value PMs while critical inspections slip. Low compliance can mean planner overload, blocked access, permit delays, or a production team that keeps pulling labour onto urgent breakdowns.
Planned versus reactive ratio
This ratio shows who is in control of the workload. If reactive work keeps rising, review the trigger points in the schedule. A fixed interval may be too wide for one machine and too tight for another. That is common with hydraulic assets that run under variable load, contamination risk, and very different duty hours across the same fleet.
A practical way to review those measures is to compare them against site history and realistic peer standards, then adjust the schedule based on what the asset is doing. This guide to maintenance performance benchmarking for industrial equipment is a useful reference point.
Keep records long enough to spot repeat failure patterns
Weekly numbers matter, but trend history matters more. Without decent records, sites keep treating repeat faults as isolated jobs.
Three months of data may show a few hose changes. Three years of data may show the same hose circuit fails every winter, the same ram seal starts weeping after contamination spikes, or the same machine suffers heat-related trips whenever production pushes it past its normal duty. That is how a calendar-based plan gets replaced with a risk-based one.
Keep more than closed work orders:
- Operator findings from pre-shift and end-of-shift checks
- Oil sample results with dates, machine hours, and contamination comments
- Hose inspection results by circuit, not just by machine
- Repeat defect notes written in plain language
- Photos of wear points, leaks, burst hoses, and mounting failures
- Failure codes that separate leaks, contamination, heat, hose damage, valve faults, pump faults, cylinder drift, and operator damage
If technicians cannot trust the failure history, they stop using it. Coding needs to be simple enough that people will apply it consistently under pressure.
What to do when the numbers worsen
Do not respond by loading the schedule with more blanket PM work. That usually adds cost and still misses the root cause.
Use KPI movement to test a specific assumption.
- Falling MTBF on one hydraulic unit may justify tighter filtration control, better breathers, or more frequent oil sampling
- Poor schedule compliance may mean the weekly plan contains too many low-value tasks for the labour available
- High MTTR may justify staged spares, standard fault-finding steps, or better access for common repairs
- Rising reactive hose work may point to routing, clamping, abrasion protection, or fitting selection problems rather than inspection interval failure
Review KPIs by named asset or system, not as one site-wide average. Site averages hide bad actors.
The strongest review meetings are short, direct, and tied to actions. Which asset moved. Why it moved. What changes in next week's schedule. That discipline is what turns records into improvement instead of admin.
Your Path to Proactive Maintenance
The shift that matters isn't from paper to software, or from one checklist to another. It's from calendar thinking to risk-based maintenance scheduling.
That starts by ranking assets properly. Then it gets more practical. Use fixed preventive tasks where routine inspection adds value. Use condition information where arbitrary intervals waste time or miss the actual failure mode. Build the schedule around actual labour capacity, not fantasy capacity. Review the week in rolling cycles, not after the damage is done.
In hydraulic systems, this matters because failure rarely arrives without clues. Leaks, contamination, hose wear, unstable temperature, noise, and sluggish movement all tell a story if the schedule is built to capture them. If the plan is only there to satisfy administration, the clues get missed and the breakdown still takes over.
The strongest schedules are never the most complicated ones. They're the ones the plant can execute under pressure. They reflect production reality, component-specific requirements, technician availability, and the critical difference between a task that is merely due and a task that is necessary.
If your site keeps missing PMs, suffering repeat hydraulic faults, or relying on fixed intervals that don't match the way the equipment works, the answer usually isn't “more maintenance”. It's better scheduling logic.
If you need practical help building a maintenance schedule that fits your hydraulic equipment, operating pattern, and compliance duties, speak to MA Hydraulics Ltd. Ready to build a maintenance schedule that saves you money and prevents downtime? Phone 01724 279508 today, or send us a message at MA Hydraulics contact page.
