A machine is missing its target cycle time. Oil temperature is creeping up. The operator says it feels sluggish after lunch but acceptable first thing in the morning. The pump still runs, the cylinder still moves, and nothing has failed badly enough to stop production. That's exactly where many hydraulic problems get expensive, because the system is underperforming long before it becomes an obvious breakdown.
That's where performance benchmarking earns its keep. It gives your team a repeatable way to answer a simple question. Is this machine performing as it should, or are you only used to it performing badly? In small and medium-sized UK operations, that distinction matters. A mobile plant machine that loses speed, a compact power pack that overheats, or an agricultural attachment that stalls under load all affect output, maintenance time, and parts spend.
Good benchmarking isn't paperwork. It's disciplined comparison. You define what “good” looks like, test against it under controlled conditions, and then use the gap to decide whether the issue sits in the pump, valve block, motor, filtration, cooling, controls, or the way the whole system has been specified.
Why Performance Benchmarking Matters for Your Hydraulics
A lot of teams start benchmarking after a complaint. The telehandler won't lift smoothly. The baler tailgate is slower than last season. A workshop press drifts under load. Someone changes a valve, flushes the tank, or swaps a coupling, but the machine still feels wrong. Without a baseline, every fix becomes guesswork.
Performance benchmarking stops that cycle. It gives engineering and maintenance teams a common reference point for how a hydraulic system should behave at a given pressure, flow, temperature, and duty cycle. Once you've got that, faults become easier to isolate and design changes become easier to justify.
What benchmarking solves in day-to-day hydraulic work
In practical terms, benchmarking helps you answer questions such as:
- Is the pump worn or just undersized for the duty it's being asked to do?
- Is heat coming from leakage or restriction somewhere in the circuit?
- Has a replacement component changed the machine's behaviour even though it fits and functions?
- Are you looking at a maintenance issue or a design issue that keeps returning?
That matters because many hydraulic faults present the same outward symptom. Slow movement can come from poor volumetric performance, internal leakage, contaminated oil, relief settings, valve response issues, or plain bad component matching. If you don't measure properly, you'll replace sound parts and leave the underlying cause in place.
Practical rule: If you can't describe the fault as a measurable change in pressure, flow, temperature, speed, or leakage, you're not ready to diagnose it properly.
There's also a wider business reason to take this seriously. In the UK, labour productivity growth has been structurally weak since the financial crisis, and in Q1 2024 output per hour was still only about 1.8% above its pre-pandemic level, which makes machine and system efficiency a critical lever for business growth, as noted in this overview of performance benchmarking and UK productivity. In plain terms, when national productivity moves slowly, individual firms have to be sharper about extracting reliable output from the assets they already own.
Why this matters more than a one-off repair
A proper benchmark doesn't just help you fix today's fault. It helps you make better decisions about the total life of the machine. That includes repair-versus-replace judgement, service intervals, component selection, and whether a recurring problem is costing more than the line item on the latest invoice suggests. That's the same logic behind looking at total cost of ownership in hydraulic systems, rather than focusing only on the purchase price of a pump or valve.
In the field, the strongest teams don't ask, “Does it run?” They ask, “Does it run to a known standard, under real load, at stable temperature, repeatedly?” That's the benchmark worth having.
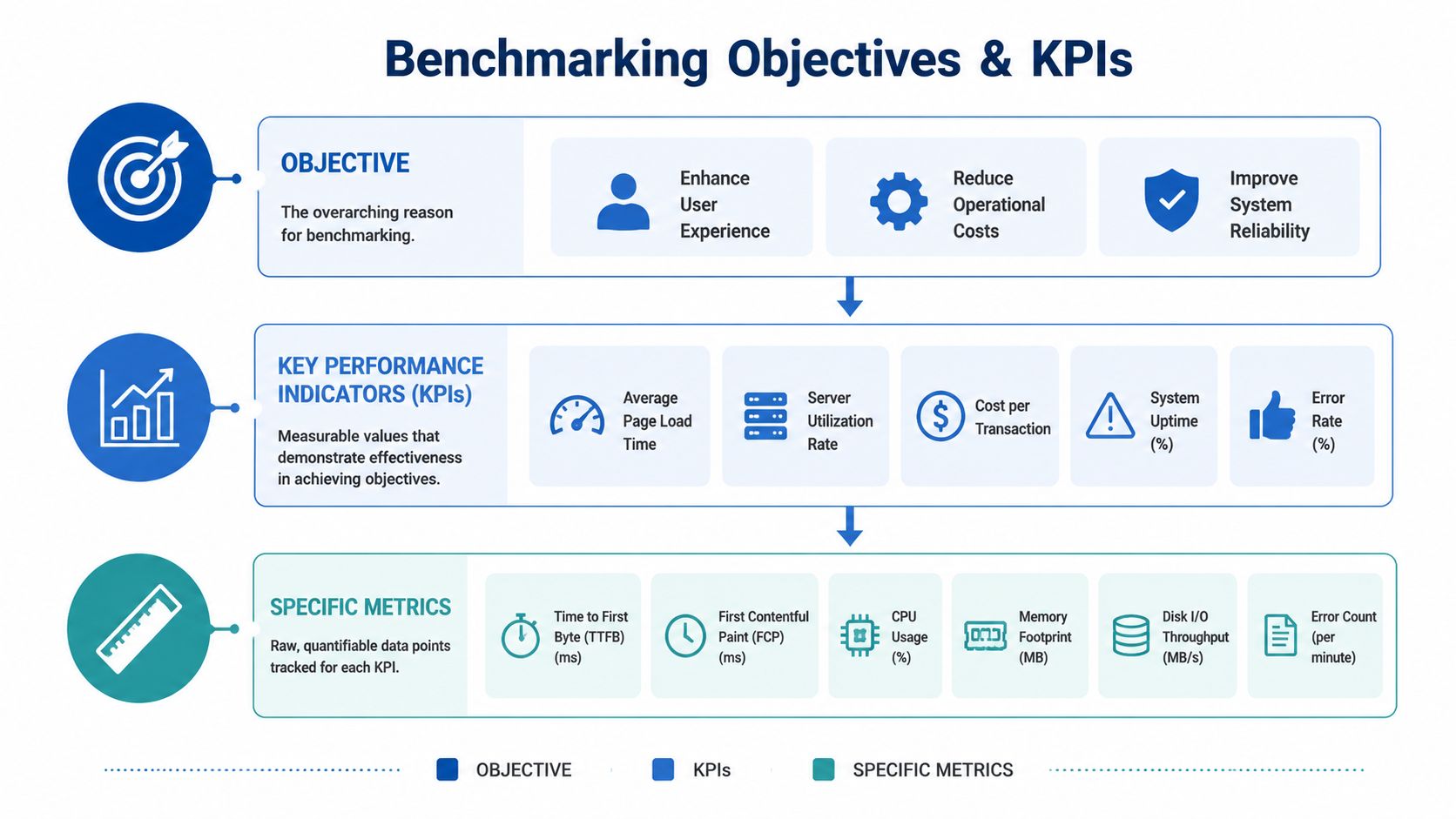
Defining Your Benchmarking Objectives and KPIs
A farm loader comes in with a simple complaint. It feels slow after half an hour's work, but only on the grab circuit, and only when the oil is hot. If the objective is written as “check hydraulic performance,” the bench result will be broad, expensive, and hard to use. If the objective is written as “measure warm-oil response and pressure stability on the grab function under repeat cycle load,” the test has a clear job.
That is the difference between benchmarking that helps an engineering team make a decision and benchmarking that fills a spreadsheet.
Start with the operating problem
For small and mid-sized OEMs and MRO teams, scope control matters because test time, rig availability, and engineering hours are limited. Set the objective around one failure mode or one commercial decision. That could be a warranty concern, a build quality issue, or a question over whether a pump, valve block, cylinder, or power unit is fit to go back into service.
Useful objectives usually sound like this:
- Reduce loader attachment cycle lag during repeated operation on a warm machine
- Improve first-time pass rate on a hydraulic power pack build before despatch
- Cut troubleshooting time on a recurring lift-table pressure loss issue
- Validate a new manifold and valve arrangement before moving into production
Each one points to a specific duty and a specific outcome. That is what you need if the benchmark is meant to support repair decisions, product release, or component selection.
Guidance from APQC on the types of benchmarking and how they differ is useful here because it separates quantitative benchmarking from general process review. In practice, that means deciding early whether you are comparing measured hydraulic performance, assembly workflow, or both. Mixing them too soon wastes time.
Separate machine performance from workshop performance
These two get blurred all the time in hydraulic work, especially when a team is trying to solve a problem quickly.
Machine performance KPIs describe what the unit or component does in service:
- Cycle time
- Pressure hold under load
- Flow at a defined speed and pressure
- Response time
- Leakage rate
- Temperature rise over a set duty cycle
Workshop or process KPIs describe how consistently you build, test, and repair it:
- First-pass build accuracy
- Test-pass rate
- Rework rate
- Assembly error frequency
- Inspection hold points
- Service turnaround time
Keep those categories separate on paper. If a mobile plant power pack fails a hot-oil test, the next question is whether the fault sits in the pump, the valve settings, internal leakage, contamination, or the build process. Clear KPI grouping makes that easier to trace.
A good benchmark does not just say a unit passed or failed. It shows which behaviour moved out of tolerance, under what condition, and who needs to act on it.
Choose KPIs that match the duty
Generic KPI lists miss too much. A tractor auxiliary circuit, a tipper pack, and a valve manifold on a mobile plant application do not earn their keep in the same way, so they should not be benchmarked in the same way.
For agriculture and mobile equipment, the useful KPIs usually come from the working condition that causes complaints in the field. Warm oil. Repeated cycling. Variable engine speed. Shock loads. Partial stroke operation. Relief valve opening under intermittent demand. Those are the conditions that expose weak pressure control, internal bypass, slow spool response, or marginal pump condition.
Useful hydraulic KPIs often include:
- Pressure stability under load, especially during hold or stall conditions
- Flow at defined operating points, not just no-load flow
- Thermal behaviour, including heat rise and stabilised oil temperature
- Internal and external leakage behaviour
- Valve or actuator response time
- Repeatability across multiple cycles
If the job involves a suspected pump issue, use a KPI that gets beyond “it feels weak.” Benchmarks tied to volumetric efficiency in hydraulic pumps are far more useful when deciding whether a unit needs resealing, deeper repair, or replacement.
Write the KPI so two engineers would test it the same way
Consistency often eludes many otherwise capable teams. “Check flow” is not a KPI. “Measure pump outlet flow at 1,500 rpm, 180 bar, oil at operating temperature” is a KPI. The second version gives the bench technician something repeatable and gives the reviewer something they can compare next month.
A short written plan should define:
- The machine, circuit, or sub-assembly under test
- The duty condition being reproduced
- The exact KPI and how it will be measured
- The instruments and sensor positions required
- The pass, fail, or investigate threshold
- Who records results, who reviews them, and who approves the next action
That level of definition is not bureaucracy. It is what stops one technician testing a gear pump cold at low load while another tests the replacement hot at rated pressure, then trying to compare the two results as if they were equivalent.
If the wider aim is to improve reliability across a fleet or workshop operation, benchmark planning should also support maintenance decisions that prevent unplanned downtime. The benchmark then becomes part of a service discipline, not a one-off reaction to the latest breakdown.
The strongest objective sets are plain, specific, and tied to the way the machine operates. That is what turns benchmark data into a repair decision, a release decision, or a better component choice.
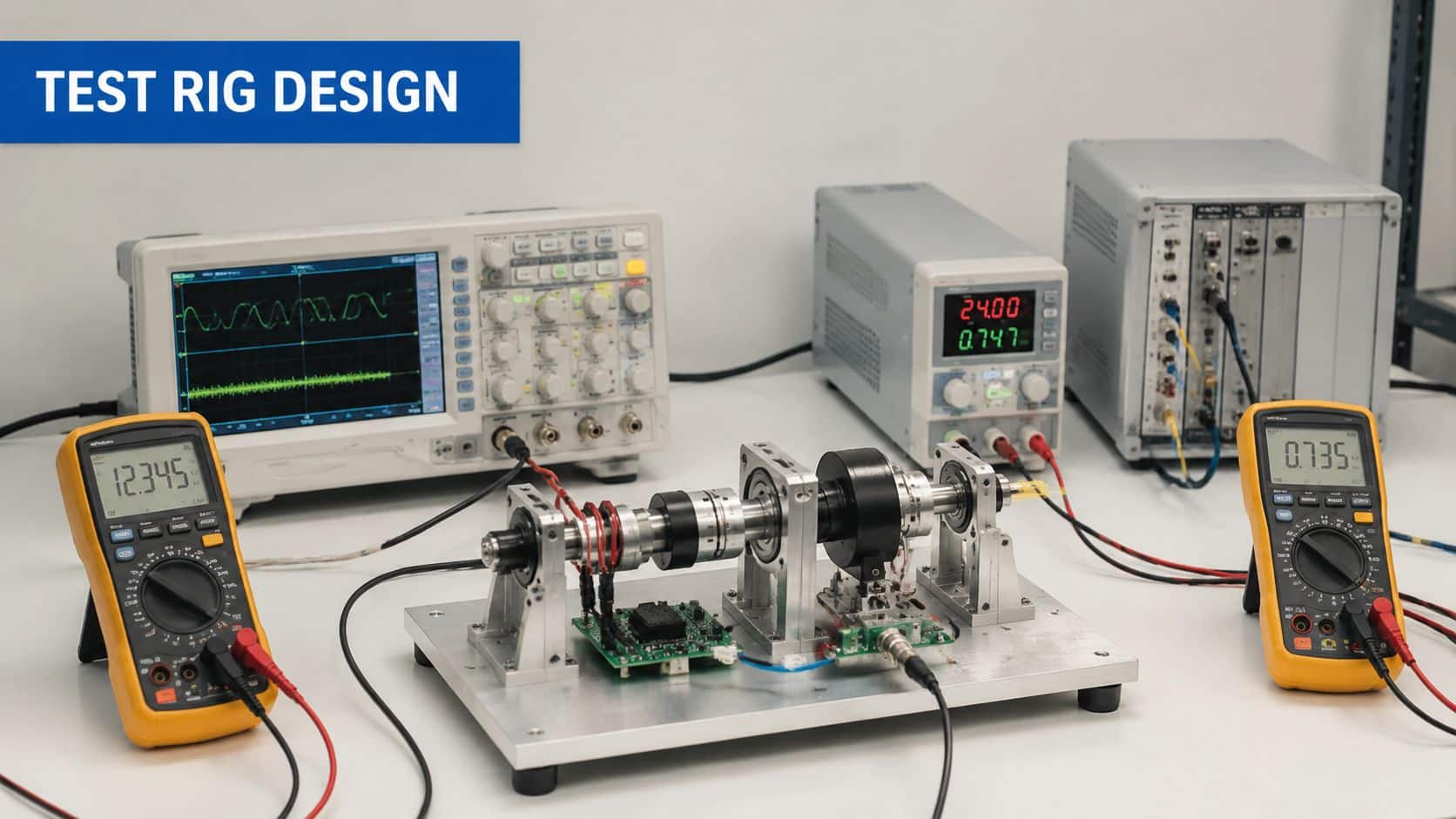
Designing the Test Procedure and Selecting Equipment
Once the objective is set, the next job is building a test procedure that isolates the behaviour you care about. Often, many teams either overcomplicate the rig or under-specify the instrumentation during this process. Both mistakes create noise.
Your test setup should reflect the duty of the component or system. A gear pump for a mobile application doesn't need the same bench arrangement as a valve manifold under development. A compact power pack for intermittent use doesn't need the same duration test as a continuously loaded industrial unit.
Match the procedure to the fault mode
Broadly, you need two styles of test.
Steady-state testing works when you want to know how the system behaves when conditions are held constant. Examples include:
- Holding a cylinder at pressure and watching for drift
- Measuring flow at a stable speed and pressure point
- Recording temperature rise after the oil has settled into a repeatable operating state
- Checking pressure drop across filtration or a restrictive valve path
Dynamic testing matters when the machine earns its living in movement and transitions. Examples include:
- Repeated cycling of a directional valve
- Measuring spool response and actuation lag
- Watching pressure spikes during rapid reversals
- Tracking speed change through a work cycle rather than at one fixed point
A common mistake is using only steady-state measurements on a system that fails during dynamic duty. The reverse happens too. Teams chase response issues while ignoring the simple fact that the oil is overheating because the base load condition is poor.
Instrument the system properly
You don't need a laboratory to do useful performance benchmarking, but you do need the basics done properly. For most hydraulic test work, the core instrument set includes:
- Pressure transducers at the right points in the circuit, not all on the manifold inlet
- Flow measurement suited to expected viscosity and cleanliness
- Temperature sensors in the reservoir and, where needed, on case drain or return lines
- Speed measurement for pump or motor input
- Electrical measurement where valve command and response are part of the question
- Data acquisition that captures enough detail to see trends, not just spot values
Sensor placement matters as much as sensor quality. A temperature reading in the tank tells you something different from a reading near a hot return path. One pressure point at the power unit won't show what's happening after a restrictive valve section or long hose run.
Benchmarks fail when the rig measures what is convenient instead of what the machine is actually doing.
For assemblies going into service, it also helps to fold test planning into sound commissioning procedures for hydraulic systems. That reduces the gap between a bench result and real field performance.
Comparison of Common Hydraulic Flow Meters
| Meter Type | Principle | Best For | Typical UK Price Range (GBP) |
|---|---|---|---|
| Gear meter | Positive displacement through meshing gears | General workshop checks, service diagnostics, viscous fluids | Varies by specification and supplier |
| Turbine meter | Rotor speed proportional to flow | Cleaner fluids, higher repeatability test work, development rigs | Varies by specification and supplier |
| Inline electronic flow meter | Integrated sensing and display in a compact body | Mobile diagnostics and quick comparative checks | Varies by specification and supplier |
The exact choice depends on fluid condition, expected flow range, pressure, and how precise the comparison needs to be. In practice, for service and MRO work, dependability and repeatability matter more than chasing laboratory-grade refinement you won't maintain in the field.
Keep the procedure repeatable
Write the test sequence so another engineer can repeat it without interpretation. Include:
- Oil grade and condition
- Warm-up method
- Target operating temperature
- Load application method
- Duration of each step
- Data capture points
- Shutdown and inspection checks
For agriculture and mobile plant, add a note on how the duty cycle will be simulated. Short-burst operation, repeated reversals, and deadheaded pauses can all change what the data tells you.
The right rig isn't the most complex one. It's the one that reveals the fault, confirms the fix, and can be repeated next month on the next machine.
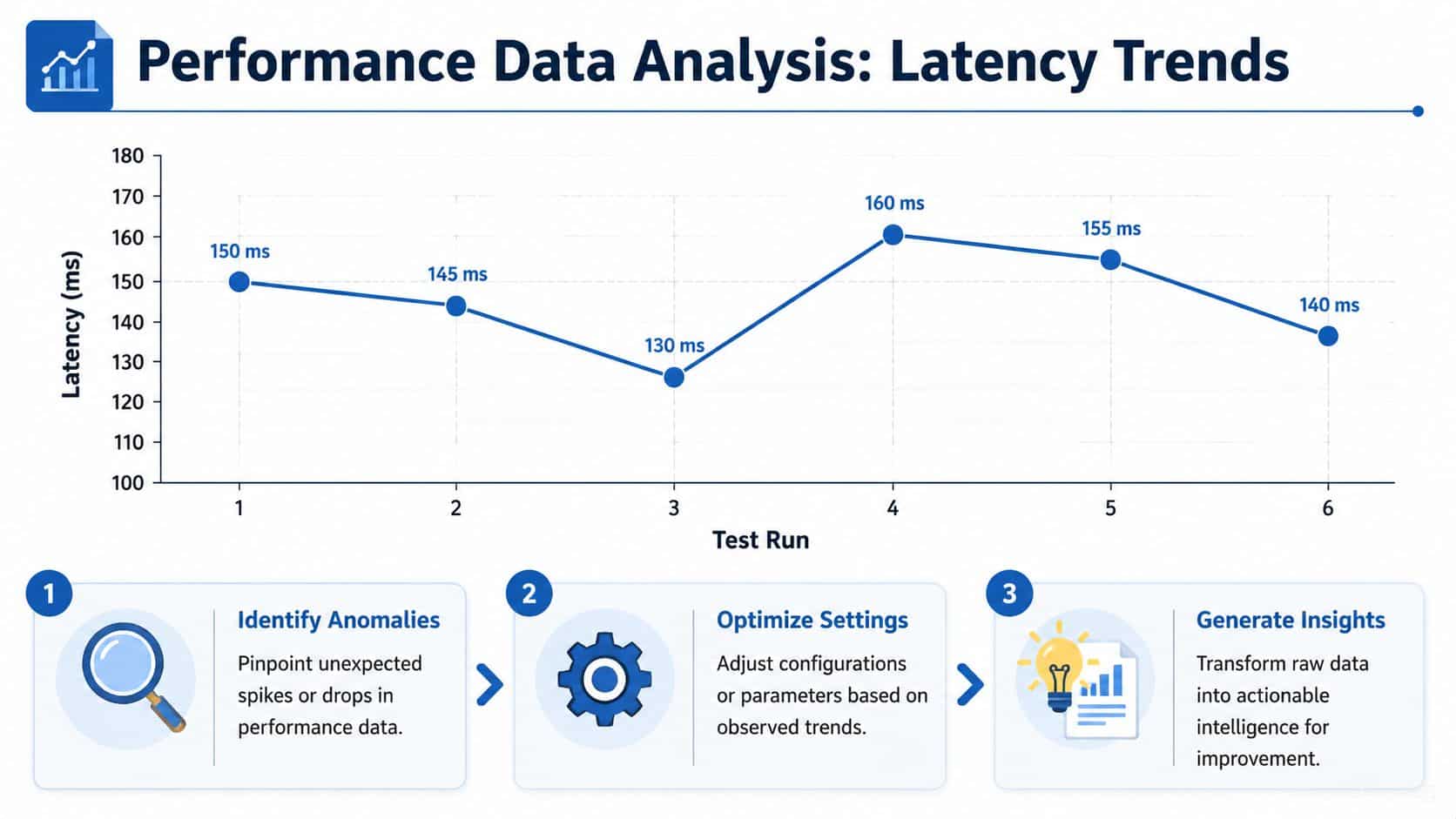
Data Collection Analysis and Interpretation
Collecting data is the easy part. Collecting data you can trust is harder. Interpreting it correctly is where benchmarking becomes useful.
Most bad conclusions come from one of three errors. The system wasn't thermally stable, the readings weren't taken at the right points, or the team compared unlike conditions and assumed the numbers still meant something.
Start with clean collection discipline
Before analysing anything, control the test conditions.
- Stabilise temperature. Cold oil can flatter a worn pump because leakage changes with viscosity.
- Record the same operating points each time. Flow at one pressure point tells you little if the follow-up test uses a different load.
- Check sensor position. Readings taken upstream of the problem often hide the problem.
- Watch time as well as value. Transient spikes and slow drift both matter in hydraulics.
This sounds basic, but it's where field benchmarking usually falls apart. Teams often compare a cool morning test with a hot afternoon complaint and wonder why the conclusion doesn't hold.
Read the curves, not just the numbers
A single pressure or flow reading is rarely enough. The shape of the trend often tells you more than the absolute value.
Take a pressure-flow relationship. If flow drops away sooner than expected as pressure rises, that often points to internal leakage, wear, or a component that can no longer hold performance under load. If temperature climbs quickly and then keeps climbing, the system is converting too much input energy into heat. Somewhere, energy is being lost through leakage, restriction, or both.
Useful plots include:
- Pressure versus flow
- Temperature versus time
- Cycle time versus oil temperature
- Input speed versus delivered flow
- Actuation command versus valve response
Don't ask whether the machine hit one acceptable reading. Ask whether its behaviour stayed consistent across the duty cycle.
In some industries, teams get better at this by learning from adjacent disciplines. Even though the application is different, the logic behind interpreting consumer product results is relevant here. You don't read one line in isolation. You interpret the result in context, against the method, the conditions, and the rest of the pattern.
Turn readings into engineering decisions
In workshop terms, analysis should lead to one of four outcomes.
The component is healthy.
Performance is repeatable, stable, and consistent with the benchmark. Leave it alone and look elsewhere.
The component is degraded.
The machine still runs, but the trend shows leakage, slow response, unstable pressure, or excess heating. Plan repair or replacement before it becomes a failure.
The system is mismatched.
Every component may test acceptably in isolation, but the assembled circuit still performs badly. That often points to poor sizing, restrictive plumbing, incorrect settings, or a duty cycle the original design never supported.
The test method is weak.
If the data changes too much between runs and you can't explain why, fix the method before you touch the machine.
What experienced teams look for
A few recurring patterns come up often in hydraulic benchmarking:
- A pump that behaves well when cold but loses delivery when warm. That usually pushes the investigation towards wear and internal leakage.
- A cylinder that holds position on the bench but drifts in service. That can point to load holding, valve leakage, or a duty-related condition absent from the bench test.
- A fast-rising temperature trend. That nearly always means wasted energy, and wasted energy always has a physical cause.
- An acceptable average cycle time with occasional severe lag. That's often a dynamic control or contamination issue rather than a simple flow shortage.
Good analysis narrows the field. It doesn't pretend to produce certainty from weak data. The benchmark becomes valuable when it tells you what to inspect next, what to stop blaming, and what evidence supports the next engineering action.
Standards Acceptance Criteria and Common Pitfalls
A benchmark only helps if your team knows what counts as acceptable. In hydraulic work, that judgement usually comes from three places. Manufacturer data, relevant standards, and your own historical records. The last one is often the most useful, because it reflects how your machines operate rather than how an idealised unit performs on a clean sheet.
Build acceptance criteria from more than one source
A sensible pass or investigate decision often combines:
- Manufacturer expectations for pressure, flow, speed, leakage, or duty
- Your internal baseline from previous healthy builds or machines
- Application context such as intermittent mobile use, repetitive production duty, or warm-weather outdoor work
That internal history matters more than many teams realise. A strong example of long-running benchmarking discipline is the Bank of England's Agents' industrial survey, which has run since the 1990s and now covers around 900 businesses across the UK, turning repeated business observations into a consistent national performance yardstick, as described in this summary of industry benchmarks and long-running comparison data. The principle applies directly to engineering teams. Repeated, consistent records become more valuable over time than one impressive but isolated test.
Common pitfalls that invalidate the result
Most benchmarking errors aren't technical mysteries. They're procedural mistakes.
- Uncalibrated instruments. If the pressure transducer is wrong, the whole conclusion is wrong.
- Ignoring oil temperature. Viscosity shifts can make a weak unit look healthy, or the reverse.
- Changing two variables at once. New oil and a new valve at the same time means you won't know which changed the result.
- Comparing different duty conditions. A no-load workshop check is not the same as a loaded field cycle.
- Testing too broadly. If the scope is too wide, no one can link the gap to a corrective action.
The most useful benchmark is not the most ambitious one. It's the one your team can repeat under controlled conditions and act on without argument.
Dealing with volatile operating conditions
Modern benchmarking also has to account for unstable trading and supply conditions. Input cost swings, long lead times, and changing availability can distort what “good performance” looks like operationally. In volatile environments, you need to separate execution problems from market noise.
That means reviewing benchmarks with judgement. If procurement delays force an alternative component, compare like with like and document the change. If operating conditions have shifted, rebase the benchmark rather than pretending last year's assumptions still hold. A benchmark should support reality, not deny it.
Teams that do this well keep a live acceptance framework. Not a static file no one trusts, but a working reference built from test records, field outcomes, and disciplined review.
Using Benchmarks for Action and How MA Hydraulics Can Help
A machine comes in from the field with slow lift, higher oil temperature, and a driver report that it gets worse after an hour's work. The benchmark only earns its keep if it points to the next decision. Strip, adjust, and retest the wrong part and the machine is still down next week.
Good benchmark results should narrow the fix. If a pump loses flow as temperature rises, the job is to confirm wear, internal leakage, or suction-side restriction before anyone starts altering relief settings. If a valve bank adds delay through a repeated duty cycle, the corrective action may be a different spool configuration, better signal control, or a manifold layout that suits the circuit properly. If a compact power pack holds pressure, flow, and cycle time across the full test window, the design can move forward with much less risk.
For small to medium-sized OEMs and MRO teams, that matters because workshop time and parts budget are tight. A generic KPI set rarely helps when the actual question is whether a gear pump is right for a tractor auxiliary circuit, whether a replacement valve will hold response under load, or whether a mini power pack will survive the duty cycle on a mobile application. The useful benchmark connects test evidence to a part choice, a circuit change, or a maintenance decision.
That is the practical use of benchmarking. It reduces guesswork between symptom and action.
For OEMs, the output should feed straight into design selection and sign-off. For MRO teams, it should improve fault diagnosis, replacement accuracy, and repeatability between technicians. For plant and agricultural operators, it should show whether the problem sits with the pump, valve, filtration, coupling, power pack, or the way the system is being used in service.
MA Hydraulics Ltd supports that process with component selection, cross-referencing, fault finding, and bespoke hydraulic builds. We supply gear pumps, gear motors, valves, manifolds, filters, couplings, bellhousings, gearboxes, clutches, Hydronit mini power packs, and in-house bespoke industrial power packs up to 11 kW. That range matters because benchmark findings often point to an interface issue, not a single failed item. A pump upgrade may also need the right bellhousing and coupling. A power pack fix may depend on valve choice, filtration, and tank design being treated as one job.
If you need help turning test results into the right hydraulic fix, speak to MA Hydraulics Ltd. Call 01724 279508 today, or send us a message to discuss components, fault finding, or a complete power pack solution.
