
A leaking 10mm line usually shows up at the worst moment. The machine is out in the yard, access is awkward, everything around the panel is oily, and nobody wants to strip half the assembly just to remake one small connection.
That’s where 10mm push fit earns its keep. In the right low-pressure hydraulic and pneumatic auxiliary circuits, it turns a fiddly repair into a controlled, repeatable job. No heat, no swaging kit, no trying to swing two spanners where there’s barely room for one hand.
Used properly, it’s a very effective connection method. Used in the wrong service, or installed carelessly, it will give trouble just like any other fitting. The value is in knowing where it belongs, how it seals, and what small installation details make the difference between a dry system and a recurring leak.
An Introduction to Rapid Connection Technology
On mobile plant and industrial equipment, small-bore tubing often carries jobs that are critical even when the pressure is modest. Pilot signals, pneumatic actuation, lubrication feeds, drain paths and control air lines all have one thing in common. If a line starts leaking, the machine may not stop catastrophically, but it stops being reliable.
A 10mm push fit connector is built for that sort of work. Instead of relying on solder, olive compression, or a more involved mechanical assembly, the tube is pushed into the fitting until it reaches the internal stop. The fitting then grips the outside diameter and seals around it.
That sounds simple because it is simple. The best designs usually are.
In practical terms, the appeal is obvious:
- Fast access repairs: You can remake a connection in cramped panels without bringing in heat or specialist crimping equipment.
- Cleaner installation: There’s less disturbance to nearby hoses, wiring and painted surfaces.
- Useful in mixed systems: On equipment where hydraulic power and pneumatic control sit side by side, push-fit style connections can simplify the lower-pressure side of the build.
If your site work also involves fluid transfer hardware beyond rigid and semi-rigid tube connections, it’s worth looking at related fitting families such as camlock couplings and fittings for fast hose connection.
Practical rule: Push fit works best when you treat it as a precision sealing component, not as a shortcut.
The core idea is straightforward. A correctly prepared 10mm tube slides into the fitting body, passes a seal, and locks behind a gripping mechanism. Pull on the tube and the grip tightens. Press the release collet and the tube comes back out. For maintenance engineers, that combination of quick assembly and controlled demounting is the whole attraction.
Understanding the Mechanics of 10mm Push Fit Fittings
A 10mm push fit fitting only does its job well when the tube, seal, grip ring and service conditions all match. That matters more in UK mobile and industrial work than it does in domestic plumbing, because auxiliary circuits on plant and equipment see vibration, temperature change, tight routing and frequent disturbance during service.
How the grip and seal actually work
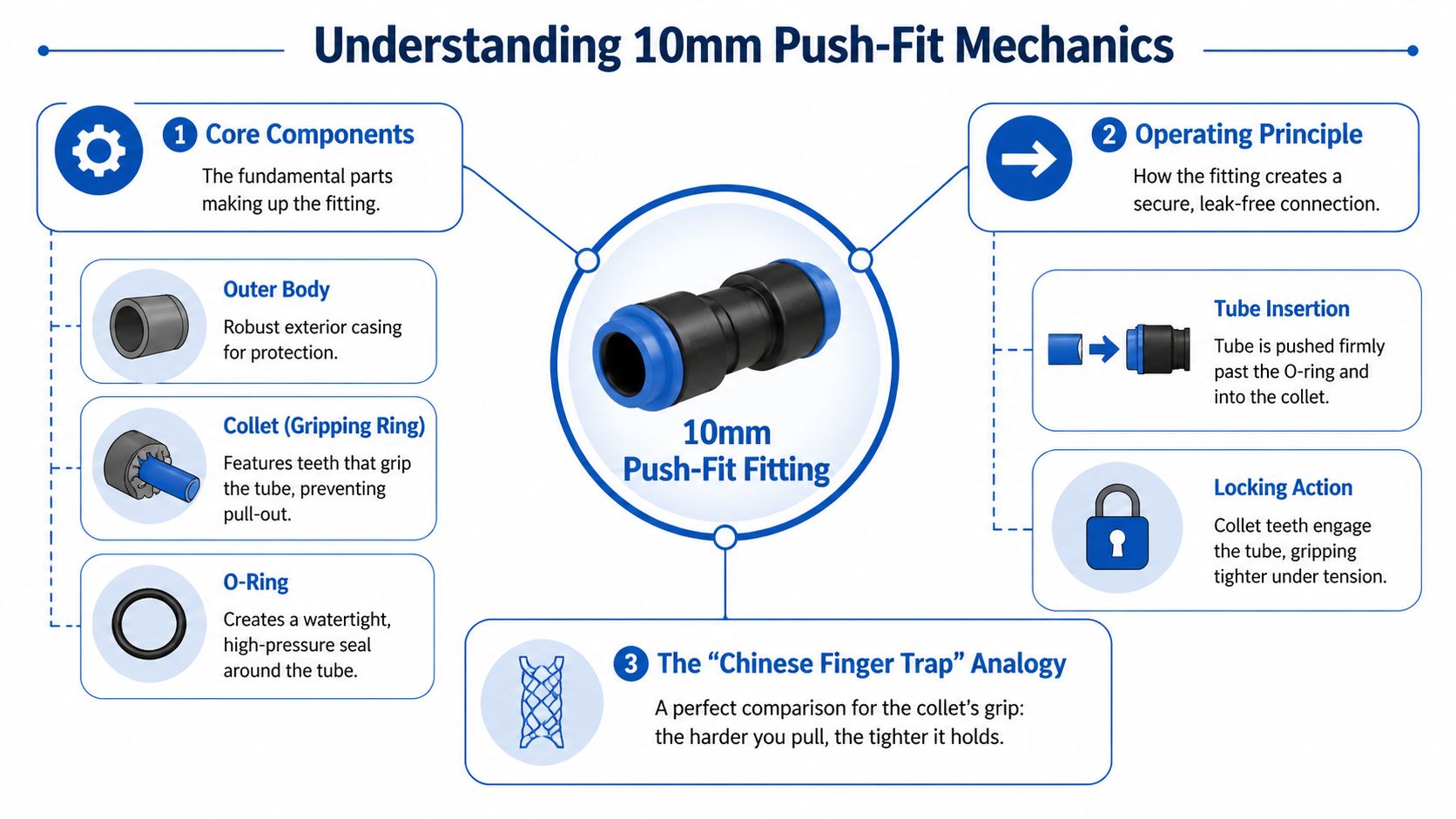
Inside the fitting, the tube passes through the collet, through the sealing element, and up to a positive internal stop. Each part has a separate job, and it helps to keep those jobs clear when diagnosing faults.
- The body: Usually polymer or nickel-plated metal, depending on fitting type and duty. It holds the internal components in alignment and provides the threaded or plain connection to the rest of the circuit.
- The collet: The gripping ring bites into the tube outer surface and resists pull-out. Under light axial load, that grip increases.
- The O-ring or seal: The seal sits on the tube outside diameter. It only works properly if the tube is round, clean, free from scoring and fully inserted.
That split is the key point. The collet does not make the seal, and the seal does not stop the tube pulling out.
On site, leaks usually come from one of four causes. The tube has been cut out of square, the outside diameter is marked, the tube has not reached full insertion depth, or the tube material is not one the fitting was designed to seal on reliably. Pull-out problems are different. They usually point to wrong tube hardness, worn collet teeth, side-loading, or repeated movement at the fitting head.
John Guest’s technical guide for Speedfit sets out the basic operating principle and pressure and temperature limits for that product family, including use with copper and specified plastic pipe in low-pressure service, as detailed in the John Guest Speedfit technical specifications guide.
Why engineers trust them in the right duty
The advantage is repeatability. With a properly specified push-fit connection, the installer has fewer variables to control than with soldered, brazed or compression joints.
That does not mean the fitting is more tolerant of poor practice.
In fact, push fit is often less forgiving of bad tube preparation because the seal depends directly on the tube outer surface. A compression fitting may sometimes clamp onto a slightly imperfect tube and hold for a period. A push-fit O-ring will usually show the defect much sooner. From a maintenance point of view, that is not a weakness. It is a clear indication that the joint needs to be made correctly.
| Criterion | 10mm push fit | Compression fitting |
|---|---|---|
| Assembly speed | Fast once tube is cut and checked | Slower, especially where spanner swing is limited |
| Tool demand | Minimal | Needs tools and stable access |
| Reusability | Good if tube end and collet remain sound | Often reduced after disturbance |
| Sensitivity to tube condition | High | High, but by a different mechanism |
| Best fit | Low-pressure auxiliary air and fluid lines | General mechanical joints where service access allows |
The specification view that matters on site
For hydraulic and pneumatic engineers, the question is simple. Is the fitting being used inside its intended duty, or has it been fitted because it was quick to install?
In UK equipment, 10mm push-fit fittings are well suited to pneumatic controls, air logic lines, drain or bleed functions, and other auxiliary services where pressure is modest and the tube is properly supported. They are a poor choice for primary hydraulic pressure lines, for circuits with severe pressure shock, and for runs where the tube is free to whip, rub or flex continuously at the fitting.
Temperature matters as well. So does media compatibility. So does vibration.
A fitting that stays dry on a static workshop rig can start weeping on a road-going machine if the tube is unsupported for the last 150mm before the connection, or if the line is clipped in a way that feeds constant side-load into the collet. That is the difference between bench success and field reliability.
If the circuit sees pressure spikes, repeated movement, abrasion, or tube loading at the fitting neck, a 10mm push fit connection needs much closer scrutiny, and in many cases a different connection method.
The best installations treat the fitting as one part of a system. Tube specification, routing, support spacing, insertion depth and service conditions all have to line up. That is why a push-fit joint can run for years without issue in one auxiliary circuit and give repeated trouble in another that looks similar at first glance.
When to Choose Push Fit Over Traditional Connections
A service engineer is halfway into a side compartment on a telehandler, trying to replace a 10mm auxiliary air line buried behind guards, wiring and valve blocks. In that situation, the connection method matters as much as the tube itself. The fastest option is not always the right one, but on the right circuit, push fit can save a lot of dismantling and reduce the chance of damaging adjacent components during repair.
For UK mobile and industrial engineers, the decision usually comes down to four practical points. Working pressure, access, frequency of disconnection, and how much installation variation the job can tolerate.
The jobs where push fit is the sensible option
10mm push fit earns its place where the line is part of an auxiliary system rather than a primary hydraulic duty. Good examples include pneumatic control runs, air logic circuits, drain lines, bleed connections, and low-pressure signalling services on plant, road-going equipment, and compact industrial skids.
The main advantage is speed with control. A clean tube cut, correct insertion depth, and a proper pull check give a repeatable result without the spanner access that compression fittings need. In cramped enclosures, that is a genuine engineering advantage, not a convenience feature.
Take a compact power pack with a 10mm tube routed past contactors, manifolds and cable tray. A compression joint may be sound once assembled, but getting two spanners into place without twisting the tube or marking nearby parts can be awkward. Push fit reduces that assembly burden. It also makes later fault-finding easier when a line has to be removed and refitted during diagnosis.
The same logic applies on service work. On a machine that needs periodic strip-down, a demountable fitting often makes more sense than a joint that degrades each time it is remade. That is one reason these fittings are common in auxiliary pneumatic packages and modular sub-assemblies. Engineers who work across sectors will recognise the same preference for quick, readable layouts in other serviceable systems, including guides aimed at demystifying RV systems for campers, although mobile plant usually places higher demands on support, vibration control, and contamination discipline.
Where older methods still make more sense
Push fit should not be the default if the circuit sees rough handling or if the fitting will be asked to resist mechanical abuse. A compression fitting or another more mechanically secure connection is often the better choice where the tube is exposed, where side loading is hard to avoid, or where repeated vibration works directly into the joint.
Fixed installations can point in a different direction again. Soldered or brazed joints still suit rigid systems where permanence, heat resistance, and structural stability matter more than speed of assembly. That remains true in plant rooms, framed skids, and other installations where the line is not expected to be disturbed in service.
Here is the practical comparison.
| Criterion | Push-Fit | Compression | Soldered/Brazed |
|---|---|---|---|
| Installation speed | Fast in restricted access | Moderate | Slowest on site |
| Tool requirements | Minimal | Spanners required | Heat, preparation, safety controls |
| Reusability | Good if undamaged and correctly demounted | Limited after disturbance | None in normal maintenance terms |
| Required skill level | Moderate. Tube prep must be accurate | Moderate | Higher |
| Suitability for repeated service access | Strong | Fair | Poor |
| Tolerance of mechanical abuse | Limited | Better, depending on support and assembly | Good in fixed rigid systems |
| Installed cost | Often favourable where labour time drives cost | Moderate | Labour-heavy |
A commonly missed trade-off
The trade-off is not the fitting price. It is the type of installation error each method allows.
Push fit removes variables such as overtightening, crossed threads, and inconsistent torque. In return, it demands better tube preparation and better alignment. If the tube is out of round, cut poorly, scratched at the seal land, or only half inserted, the fitting will expose that mistake quickly.
Compression fittings fail in a different way. They can survive some poor tube prep, but they introduce risks during assembly and remake, especially when an olive has already bitten into damaged tube or when the nut is pulled up harder than it should be.
A push-fit fitting rewards accurate preparation. A compression fitting depends more heavily on judgement during assembly.
That is why 10mm push fit works well in OEM builds with controlled assembly methods, in MRO work where access is restricted, and in auxiliary circuits that need clean, repeatable servicing. It is less suitable where the joint itself must absorb abuse, movement, or poor routing decisions.
Key Applications in Hydraulic and Mobile Systems
A technician tracing a low-pressure fault on a telehandler or service truck usually wants two things. Fast access and a connection that goes back together without fuss. That is where 10mm push fit earns its place in UK mobile and industrial auxiliary systems.
Its useful range is narrower than many catalogues suggest. In practice, these fittings suit low-pressure pneumatic and auxiliary fluid duties where the tube is correctly specified, properly supported, and protected from impact. Typical examples include pilot air lines, cab control circuits, air-assist functions, light lubrication feeds, and packaged sub-assemblies that come off the machine for service.

Good applications on plant and machinery
On agricultural, municipal, and off-highway equipment, 10mm push fit works best where access is poor but duty is still controlled. Engineers see good results in several recurring jobs:
- Pneumatic control runs: Air lines to valves, actuators, seat systems, and cab-operated controls.
- Auxiliary low-pressure services: Secondary circuits where the tube will not see whip, crush, or constant side loading.
- Tight installation envelopes: Valve blocks, enclosures, and panel builds where turning a spanner is harder than pushing in a prepared tube.
- Serviceable modules: Pump skids, dosing sets, and small machine assemblies that need removal without remaking a threaded joint each time.
The attraction in these cases is straightforward. Assembly is quick, remake is quick, and tube routing stays tidy. On machines that spend their life vibrating, that only helps if the run is disciplined. A push-fit fitting can tolerate normal machine vibration. It should not be used as the structural point that absorbs movement from a long unsupported tube.
Tube choice and support decide whether the fitting succeeds
In field failures, the fitting often gets blamed first. The actual cause is usually elsewhere. Tube hardness is wrong, the outside diameter is inconsistent, the cut end is poor, or the line has been left hanging so the fitting body carries bending load every time the machine moves.
That matters more in mobile equipment than in static factory air systems. Brackets flex. Guards get removed and refitted. Tube runs pass through cramped spaces near engines, axles, or bodywork. A 10mm push fit connection that would last well in a sheltered cabinet can start weeping or releasing if the tube is free to chatter against the collet.
A reliable installation usually comes back to four checks:
- Match tube material to the duty and the fitting approval. Do not treat all 10mm OD tube as interchangeable.
- Keep the seal land clean and undamaged so the O-ring is sealing on a proper surface.
- Use inserts where the tube specification calls for them so softer tube does not collapse or deform at the grip point.
- Restrain the run close enough to the fitting with proper 10mm pipe clips for supporting auxiliary tube runs so the joint is sealing, not acting as a hinge.
Engineers who work across vehicle, leisure, and utility systems may also find value in demystifying RV systems for campers as a layout reference for compact fluid circuits, even though the pressure levels, materials, and service expectations differ from industrial machinery.
Where 10mm push fit is the wrong choice
Use it for the duty it was designed for. Do not stretch it into jobs better served by hose ends, compression fittings, or threaded hydraulic connections.
Avoid 10mm push fit on pressure lines, on circuits exposed to repeated mechanical abuse, and on tube runs likely to whip or chafe. Avoid it where heat, contamination, or impact damage are part of normal service unless the fitting is fully protected and the tube path is tightly controlled. In UK mobile plant, that often rules it out near articulation points, underbody runs, exposed chassis edges, and any area where operators or tools regularly strike the line during maintenance.
Used in the right auxiliary circuit, 10mm push fit is efficient and dependable. Used to compensate for poor routing or the wrong duty, it creates repeat faults.
Installation and Demounting Best Practices
A 10mm auxiliary line that leaks on first start-up usually failed long before the machine was pressurised. In our workshop, the root cause is rarely the fitting body. It is usually poor tube preparation, incomplete insertion, or a line left free to move beside the joint.

Preparing the tube properly
Push-fit fittings are quick to assemble, but they are intolerant of careless tube prep. The seal and grab ring both depend on a clean, round, undamaged outside surface.
Start with the tube end and treat it like a sealing surface, not just a cut piece of pipe:
- Cut it square: A crooked end can miss the internal stop or load the seal unevenly.
- Remove burrs cleanly: Sharp edges can damage the O-ring as the tube enters.
- Inspect the first section of tube: Scratches, flats and score marks near the end are common causes of slow weeps.
- Check tube compatibility: Matching 10mm outside diameter is not enough if the wall thickness, hardness or material are wrong for the fitting.
Support matters as much as prep. On mobile and industrial equipment, a push-fit joint should seal the circuit, not carry vibration or side-load from a loose tube run. Good restraint with 10 mm pipe clips for supporting auxiliary tube runs reduces movement at the collet and helps the fitting stay within its intended duty.
Full insertion needs a physical check
Push the tube in until it reaches the internal stop, then confirm that it is home. A fitting can feel connected before the tube is fully seated, especially in cramped panels or under a machine where access is poor.
That matters in UK auxiliary air and low-pressure fluid systems because partial insertion creates two problems at once. The seal may not be fully made, and the collet may not be gripping with full engagement. The joint can pass a quick pressure check at the bench, then start leaking or release after vibration in service.
A simple routine avoids that:
- Mark the expected insertion depth on the tube if access allows.
- Push the tube in firmly to the stop.
- Check the mark or witness position against the fitting body.
- Pull back lightly to confirm the collet has taken hold.
Workshop check: If insertion was not verified, the joint has not been proven.
Demounting without creating the next fault
Demounting is straightforward if the line has been depressurised and the tube is not under side-load. Press the collet in squarely, withdraw the tube cleanly, then inspect the tube end before deciding to reuse it.
Field discipline is paramount. If the tube shows a deep witness mark, scoring, ovality or any deformation from previous handling, cut it back to fresh material before refitting. Reusing a damaged tube end saves a few minutes and often creates the leak that brings the machine back into the workshop.
The process is easier to understand when you watch the release action and reinsertion technique in practice.
The field mistakes that cause repeat leaks
Repeat failures usually come from the same few errors:
- Tube not fully inserted: Common on first fit and after hurried repairs.
- Bad tube cutting: Burrs, angled cuts and crushed ends damage the sealing area.
- Contaminated assembly: Dirt on the tube or inside the fitting scores the seal.
- Unsupported runs: Vibration works on the joint every time the machine moves.
- Tube reused without trimming: Previous grip marks can sit exactly where the new seal needs to work.
On UK mobile plant and industrial auxiliaries, push-fit earns its place when installation is controlled. Treat it as a precision connection, not a casual one, and it gives reliable service.
Maintenance and Troubleshooting Common Issues
A correctly installed 10mm push fit line can run smoothly for a long time, but no fitting deserves a “fit and forget” label on mobile or industrial equipment. Vibration, contamination, accidental knocks and poor rerouting during unrelated maintenance all show up eventually.
A simple inspection routine catches most issues before they become downtime.
What to inspect during routine maintenance
A quick visual and hands-on check usually tells you enough:
- Look for tube movement marks: Scuffing near the fitting often points to poor support.
- Check the tube surface: Whitening, cuts, flattening or kinks close to the joint are warning signs.
- Inspect routing: If the tube is now rubbing a guard, loom or bracket, the fitting may soon be blamed for a problem caused elsewhere.
- Confirm engagement: If a line has been disturbed during other work, verify it is still fully seated.
In higher-vibration installations, the surrounding support arrangement matters just as much as the connector body. If the line is wagging at the fitting, the system design still needs attention.
A logical fault-finding sequence
When a push-fit joint leaks, don’t start by assuming the fitting body is defective. Work through the connection in order.
First, isolate and depressurise the circuit safely. Then remove the tube and inspect the end. A scratched outer surface, an angled cut or a slightly crushed tube is often the root cause. If the tube looks suspect, cut back to clean material and remake the joint.
If the tube is sound, inspect the fitting internally for contamination. Dirt inside the collet or on the sealing element can stop the joint from closing properly. If contamination is embedded or the seal area looks damaged, replace the fitting rather than trying to rescue it.
Most troublesome push-fit leaks are solved by remaking the connection correctly, not by overtightening something that was never meant to be tightened.
When replacement is the right call
Replace the fitting if you find visible internal damage, persistent leaking after correct tube preparation, or evidence that the connection has seen service outside its intended conditions. It’s also sensible to replace a fitting that has been repeatedly disturbed in a dirty environment, especially on field equipment.
Disciplined component selection matters. A push-fit connector can be one of the most efficient options in a low-pressure auxiliary system, but only if the duty, tube and installation standard all line up. If you’re reviewing broader fluid-sealing practices elsewhere on equipment, even automotive-focused material like Haltom City oil leak repair tips can be a useful reminder that most leak diagnosis still comes back to sealing surfaces, preparation and correct fitment rather than guesswork.
Sourcing Your 10mm Push Fit Solution with MA Hydraulics
Getting good results from 10mm push fit isn’t just about buying a fitting with the right thread on it. The critical task is matching the fitting, tube, pressure level, environment and service expectations so the connection performs properly once the machine is back to work.
That matters even more in mixed systems where pneumatic auxiliaries sit alongside hydraulic components. A fitting that’s perfectly suitable for a low-pressure control line may be completely wrong for a neighbouring circuit. Good supply support means someone asks the right questions before the part goes out the door.
For engineers building or maintaining compact systems, that usually means checking:
- The actual duty of the circuit, not the assumed one
- Tube OD and material compatibility
- How the run is clipped and supported
- Whether the line needs to be routinely demounted
- How the fitting ties into the wider assembly
That’s where a specialist supplier earns their place. MA Hydraulics supports customers who need components to work inside real machinery, not just match a catalogue description. Where a push-fit connection is appropriate, it needs to integrate cleanly with valves, manifolds, pumps, mini power packs and the rest of the machine package. If you’re sourcing those wider system parts as well, their hydraulic equipment supply range for industrial and mobile applications is the logical place to start.
The best outcome is straightforward. Use push fit where it fits the duty, install it properly, support the tube correctly, and don’t ask it to do the work of a heavier-duty connection method. Done that way, 10mm push fit is one of the most useful small components you can keep in stock for low-pressure auxiliary work.
For expert advice on selecting the right 10mm push-fit fittings for your application, or to discuss a bespoke hydraulic assembly, contact MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message at the MA Hydraulics contact page.
