Water contamination causes a large share of hydraulic oil problems in service, yet it is still treated too often as a secondary issue behind particle control. In practice, it can shorten oil life, damage components, and create faults that look intermittent until the repair bill arrives.
For UK operators, the risk is higher than many teams expect. Outdoor storage, washdowns, damp ambient conditions, condensation during temperature swings, and machines standing overnight all give water repeated chances to enter the system. That applies just as much to mobile plant and agricultural equipment as it does to factory power packs, presses, and materials handling systems.
A cloudy sight glass is only one warning sign.
By the time water is obvious in the reservoir, the oil may already have lost lubricity, additives may be under attack, and corrosion may have started in places you cannot inspect without stripping the unit. Good maintenance control starts earlier than that. It means checking for moisture trends, choosing the right removal method for the level and form of water present, and stopping ingress at the source.
If you manage hydraulic equipment in UK conditions, water in oil needs its own plan. Detection, remediation, storage practice, breather control, and routine sampling all need to be handled deliberately if you want predictable reliability and fewer avoidable failures.
The Hidden Threat in Your Hydraulic Systems
Dirt, swarf, and obvious particulate contamination are often the first concerns. That's sensible, but it often leaves water underestimated. Water is harder to spot early, it changes state inside the oil, and it attacks the system in several ways at once.
A bit of dust might score a component over time. Water can strip lubricity, trigger corrosion, accelerate oxidation, and create unstable operating behaviour in the same machine cycle. That combination is why it causes so much serious damage once it gets established.
Practical rule: If you're only reacting when oil looks milky or free water appears in the tank, you're already late.
The problem in UK service conditions is that water ingress often looks routine. A machine works outdoors. A reservoir breathes through daily temperature swings. A cylinder seal is slightly tired. A unit gets pressure-washed. A drum of oil sits in poor storage. None of those events feels dramatic on its own, but together they create the conditions for repeat contamination.
For a new maintenance manager, the key shift is simple. Treat water as a contaminant with its own control plan, not as a side effect of general maintenance. Once you make that change, decisions become clearer:
- Sampling becomes purposeful: you're testing for moisture trends, not just waiting for failure.
- Remediation becomes targeted: you match the method to the type of water in the oil.
- Prevention becomes operational: breathers, seals, storage, and washdown practice all matter.
Hydraulic reliability improves when water control is built into everyday maintenance, not left for emergency intervention.
How Water Enters and Exists in Hydraulic Oil
Water doesn't behave in hydraulic oil in just one way. It moves through stages, and each stage calls for a different response.
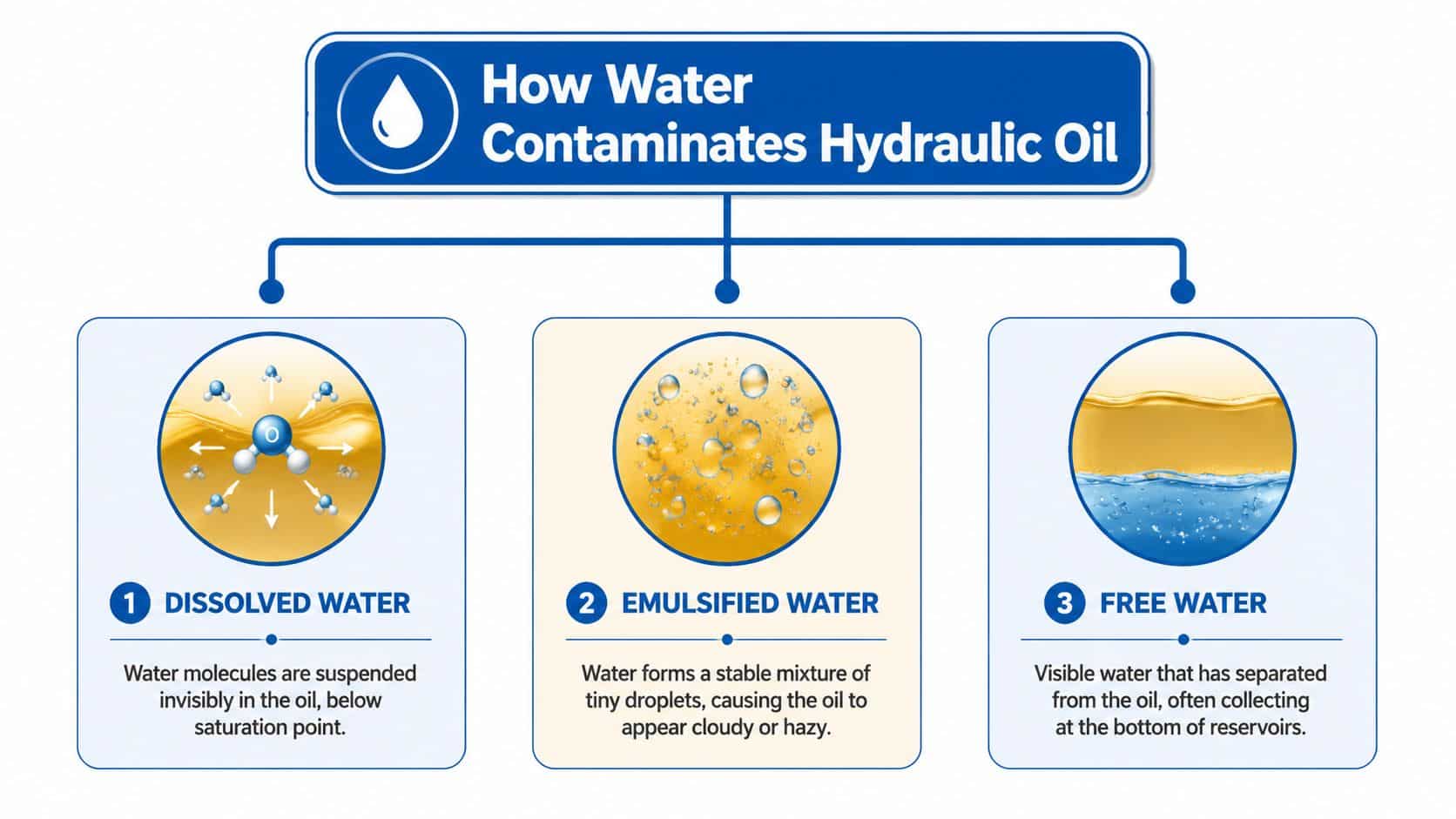
The three forms that matter
A simple way to explain it is sugar in tea. Stir in a little and it disappears. Add more and the liquid goes beyond what it can hold. Keep going and undissolved material remains separate. Water in hydraulic oil behaves in a similar progression.
Dissolved water is present at a low level and isn't visible. The oil is holding moisture in suspension below its saturation point.
Emulsified water appears when the oil can't hold it cleanly anymore. Tiny droplets stay mixed through the oil, and the fluid starts to look cloudy or hazy.
Free water is the stage no one wants to see. Water separates out and collects in low points such as the base of a reservoir.
Where it gets in
In UK industrial and mobile applications, ingress usually comes from ordinary operating conditions rather than a dramatic single failure.
- Condensation: Reservoirs breathe as temperatures rise and fall. In unheated workshops, outdoor machines, and equipment left idle overnight, moisture can condense inside the tank.
- Seal wear: Rod seals, shaft seals, and breather arrangements lose effectiveness over time. Once sealing integrity drops, moisture has a route in.
- Washdowns and weather exposure: Regular cleaning and outdoor service expose machines to direct water contact around filler caps, breathers, and damaged housings.
- Poor oil handling: New oil isn't automatically dry. Open drums, reused funnels, and transfer containers stored in damp conditions can introduce contamination before oil reaches the machine.
- Maintenance practice: Covers left off, hatches opened for too long, or components changed in wet conditions all increase risk.
Water ingress often starts as a maintenance process problem, not a component problem.
Why source identification matters
If you only remove water and don't stop the route of entry, the machine will re-contaminate the oil. That's why the first practical question isn't just "how wet is the oil?" It's "where is the water coming from?"
On a mobile machine, I'd first suspect breathers, washdown exposure, and cylinder sealing. On a fixed industrial power unit, I'd look closely at condensation, reservoir breathing, and fluid handling discipline. The exact source changes by application, but the pattern doesn't. Water gets in where air, cleaning fluid, weather, or poor handling can beat the system's protective barriers.
The Damaging Effects of Water Contamination
A small amount of water can shorten oil life, strip away film strength, and start corrosion long before a machine stops. In UK conditions, especially with outdoor plant, washdown-heavy sites, and unheated workshops, that is a practical maintenance problem, not a theoretical one.

Water changes how hydraulic oil behaves under load. The fluid film weakens, additives deplete faster, and bare metal sees conditions it was never meant to handle. The result is usually gradual at first. A pump gets noisier. A proportional valve starts sticking. Cycle consistency drifts. Then the repair bill arrives.
Lubricity drops first
Hydraulic oil has one basic job inside loaded contact points. Keep metal surfaces apart. Once water interferes with that film, wear starts rising in pumps, motors, bearings, and valve spools.
This is why water contamination is often misdiagnosed. The failed part gets blamed on age, pressure spikes, or hard duty, but the underlying issue was poor lubrication caused by moisture already in the oil.
In practice, vane pumps and piston pumps tend to show this quickly because clearances are tight and surface finish matters. Mobile machinery operators often see the first signs as noise on cold starts or slower response after the machine has stood outside overnight.
Corrosion adds a second contamination problem
Water does more than attack the fluid. It attacks the machine. Steel surfaces rust, and those corrosion products circulate through the system as abrasive particles.
That turns one fault into two. You now have water contamination and particulate contamination working together.
Common signs include:
- Rust staining: on drained oil, reservoir walls, filler areas, or internal steel parts
- Premature filter loading: because corrosion debris adds to the dirt burden
- Sticky valves: where fine oxidation products interfere with close tolerances
- Damaged pump surfaces: where rust and poor lubrication combine to score internal parts
If rust is present, the problem is already beyond a simple oil appearance issue.
Oil degrades faster than many expect
Water accelerates oxidation and additive depletion. The oil may still transmit power, but it no longer protects components as it should. That is when maintenance costs start creeping up through shorter oil life, more frequent filter changes, and repeated component problems that never seem fully resolved.
I see this catch operators out on both sides of the market. In industrial plants, the machine stays in service just well enough for the fluid condition to be ignored. On mobile equipment, the machine still works, but reliability slips during wet weather, cold mornings, or high-duty periods. Either way, waiting for obvious failure costs more than dealing with the contamination early.
A short visual explanation helps here:
Performance suffers before total failure
Operators usually notice the symptoms before anyone confirms the cause. Actuators become sluggish. Movement turns erratic. Pumps get louder. Repeatability drops. On machines used for lifting, clamping, steering, or precise attachment control, that can quickly become an availability and safety concern.
For a maintenance manager, the trade-off is straightforward. Keep chasing settings and replacing parts one by one, or check whether water has already pushed the oil out of specification. A proper water contamination detection test for hydraulic oil gives you a basis for that decision.
Damage from water is not just wear. It is wasted diagnosis time, avoidable component replacement, and loss of control over machine reliability.
Detecting and Measuring Water Levels
Around 200 to 500 ppm of water can be enough to push some hydraulic oils past their comfort zone, especially in cold, damp UK conditions where condensation is a routine problem rather than a rare event. If you are running presses, injection moulders, telehandlers, excavators, or agricultural kit through autumn and winter, guessing is not a maintenance strategy.
Start with fast checks, but know their limits
The first check is still the simplest one. Look at the oil in the tank, on the dipstick, or through the sight glass. Cloudiness, haze, or a milky appearance usually points to emulsified water. Free water settling out in the reservoir tells you the problem is already established.
That said, visual checks only catch what you can see. Dissolved water can be high enough to shorten oil and component life while the fluid still looks normal.
The crackle test is a useful workshop screen. Put a small sample on a hot plate and watch for bubbling or audible crackling. It gives a quick yes or no answer when a fitter or mobile engineer needs to confirm suspicion on site. It does not tell you how much water is present, and it is not the result to use when deciding whether to restore the oil, change it, or escalate the issue.
Use Karl Fischer when the number needs to stand up
For measured results, the benchmark is the Karl Fischer test. It is the recognised laboratory method for quantifying water content in oil, and it gives you a result you can track in ppm rather than relying on appearance or opinion.
That matters on the shop floor. A maintenance manager needs to know whether the reading points to routine correction, urgent cleanup, or a recurring ingress problem that will keep coming back until the root cause is fixed. For a practical overview of test options and service support, see our guide to water contamination detection testing for hydraulic oil.
In my experience, teams stop wasting time at this stage. Once water is measured properly, the conversation changes from "the oil looks a bit off" to "the system is at this level, this is the likely source, and this is the most sensible response."
A practical hierarchy for testing
| Method | Best use | What it tells you | Main limitation |
|---|---|---|---|
| Visual inspection | Daily checks and first response | Whether oil is cloudy, hazy, or visibly separated | Misses dissolved water |
| Crackle test | Quick workshop confirmation | Whether free or emulsified water is likely present | Not quantitative |
| Karl Fischer test | Maintenance planning and acceptance decisions | Precise moisture content in ppm or percentage | Requires proper sampling and test process |
A sight glass raises suspicion. A Karl Fischer result gives you a basis for action.
Interpreting the result on the shop floor
A moisture reading on its own is only half the job. The useful part is deciding what that result means in your operating context.
Start with three questions:
- Is the reading a one-off event, or is water entering the system repeatedly?
- Is the oil still worth saving, or has contamination gone far enough that replacement is the better option?
- Does the result point to free, emulsified, or dissolved water, and have you chosen a method that removes that form?
Good UK maintenance teams know how to separate cost control from false economy. A single lab result helps. A trend across seasons, service intervals, and machine duty tells you whether breathers, seals, storage practice, washdown exposure, or condensation are behind the problem. That is the level of control you want if you are responsible for uptime, oil life, and component spend.
Choosing Your Water Remediation Method
A confirmed water problem needs a targeted response. The method has to match the form of water in the oil, the condition of the fluid, and the value of keeping that charge in service.
On a UK site, that usually comes down to a practical question. Are you dealing with a small amount of free water after an ingress event, or are you fighting repeated condensation, washdown exposure, or weather-related moisture that has already become emulsified or dissolved? The answer changes the economics very quickly.
What each method does well
A drain and refill is simple to authorise and easy to explain, but it is often a blunt instrument. If the oil is otherwise serviceable, dumping it can cost more than the contamination event itself once fluid, labour, downtime, and disposal are added up. If the ingress route is still there, the replacement oil starts losing value from day one.
Absorbent filter elements are useful for light free-water contamination and for catching small amounts before they build up. They suit smaller power packs and support work well, especially where budget or access rules out larger equipment. They are a poor choice for dissolved water, and they load up fast if the system has an active ingress problem. If you are reviewing standard filtration hardware as part of that decision, compare the available inline hydraulic oil filter options with the actual contamination mode you are trying to correct.
Centrifuges work best where there is enough density difference for bulk separation. In practice, that means visible or near-visible free water. They are less convincing once the water is tightly held in the oil.
Vacuum dehydration is usually the right tool when the objective is to recover good oil rather than replace it. It removes free, emulsified, and dissolved water, so it fits larger reservoirs, higher-value fluids, and critical plant where repeat contamination would otherwise keep shortening oil life.
Comparison of Water Remediation Techniques
| Method | Effectiveness (Free/Emulsified/Dissolved) | Typical Cost | Best For |
|---|---|---|---|
| Drain and flush | High / Low / Low | Higher fluid replacement cost | Severe contamination, badly degraded oil, or cases where oil condition is already unacceptable |
| Absorbent filter elements | Moderate / Limited / Limited | Lower initial cost, recurring element cost | Small systems, maintenance support, light incidental moisture |
| Centrifuge | High / Moderate / Limited | Moderate equipment cost | Free water removal where bulk separation is the main requirement |
| Vacuum dehydrator | High / High / High | Higher initial cost, strong recovery value | Emulsified and dissolved water, larger systems, critical plant, repeat contamination events |
Where trade-offs become real
The lowest purchase cost rarely gives the lowest total cost.
Drain and refill works when the oil has already degraded beyond recovery, but it is poor value if the fluid still passes the rest of your condition checks. Absorbent elements are convenient, but they are consumables, not a cure. Centrifuges can do good work on free water, yet they leave moisture behind if the oil is holding it in suspension or solution.
Vacuum dehydration costs more to bring in or install. It also gives the best chance of saving a large oil volume, keeping varnish and oxidation pressure down, and avoiding another premature pump or valve problem caused by residual moisture. On larger industrial systems and mobile fleets that spend their lives in damp UK conditions, that trade-off often makes financial sense.
Ask a narrower question. Which method restores oil condition fast enough, at a justifiable cost, without leaving the hidden water behind?
When replacement is the better call
Some oil is not worth saving.
Replace it if water contamination has come with heavy oxidation, sludge, corrosion debris, additive loss, or a clear change in fluid behaviour. Replacement is also the safer choice where the OEM sets strict changeout limits or where the machine duty is too critical to accept partial recovery.
The practical rule is simple. Save the oil when tests show it is recoverable and the remediation method matches the contamination present. Replace it when the oil has already lost service value.
Implementing a Preventive Maintenance Programme
A preventive programme earns its keep long before oil turns cloudy or a valve starts sticking. In UK plants and mobile fleets, water ingress is rarely a one-off event. It usually comes from ordinary operating conditions: cold starts, wet washdowns, outdoor storage, damaged breathers, tired seals, and poor oil handling.
The practical job is to control those entry points and set response limits your team can act on without debate.
Research and industry guidance commonly treat rising water content as an early warning that calls for investigation, with higher levels demanding immediate corrective action. The exact limit depends on the oil, the machine, and the OEM guidance, so the right approach is to set site thresholds around your equipment risk, then train technicians to respond the same way every time. For a broader framework, see our guide to hydraulic contamination control.
Build your routine around ingress control
Good programmes focus on the places where water gets in. On most systems, that means breathing, sealing, handling, and sampling.
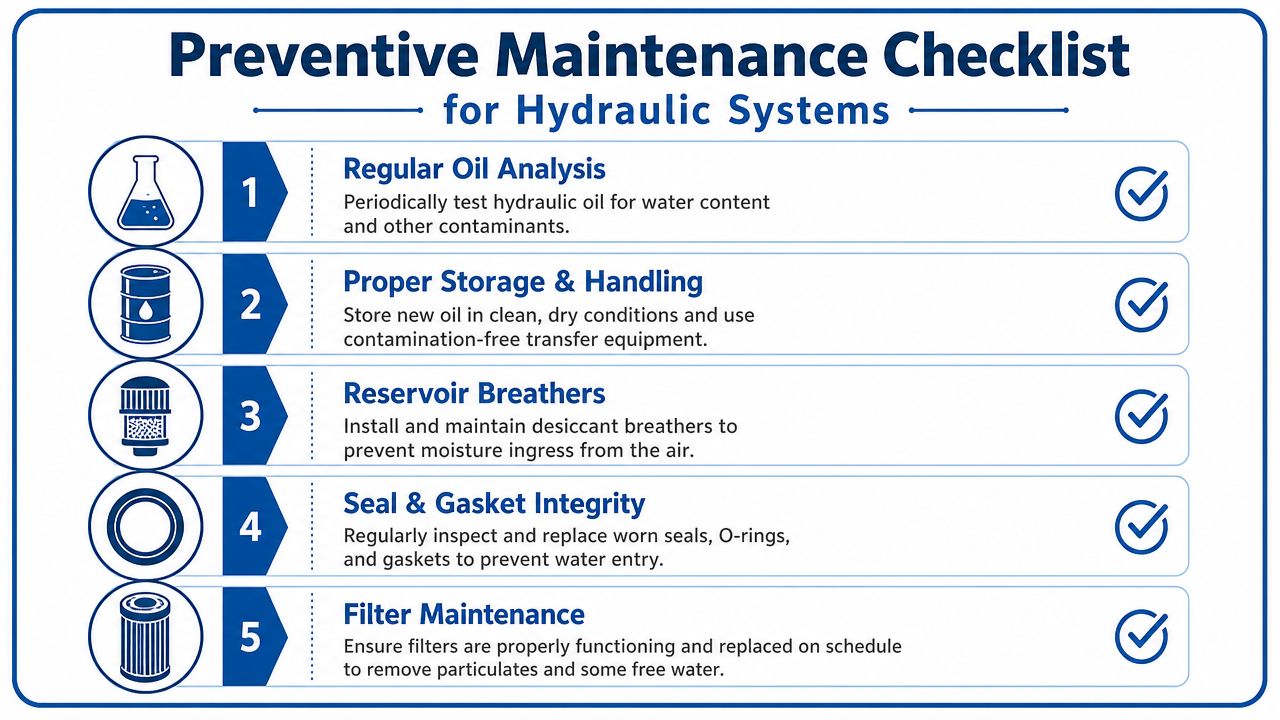
Use this checklist:
- Control reservoir breathing: Fit desiccant breathers where the environment justifies the cost, especially on equipment exposed to regular temperature swings, rain, or damp yard conditions.
- Inspect seals and gaskets: Check rod seals, shaft seals, O-rings, lid gaskets, filler caps, and inspection covers. Small defects are enough to pull moisture in over time.
- Store and transfer oil properly: Keep drums sealed, under cover, and off cold concrete where possible. Use clean transfer containers and dedicated filling equipment.
- Review washdown practice: Keep high-pressure water away from breathers, fill points, electrical interfaces, and seal areas.
- Sample to a schedule: Routine oil analysis shows a trend before the machine gives you a visible warning. That matters on lightly loaded standby equipment as much as on hard-worked production assets.
Set action thresholds your team can follow
A maintenance plan only works when the response is clear. If one technician ignores a moisture result and another treats it as urgent, the programme has failed before the repair starts.
| Condition | Required response |
|---|---|
| Within your normal control target | Keep monitoring and maintain breathers, seals, and handling discipline |
| Above your site investigation limit | Check the machine for ingress routes and review recent operating or cleaning activity |
| Above your site critical limit | Act at once. Stop further ingress, confirm the reading, and choose the remediation method already defined in your maintenance standard |
Keep those trigger points written into the PM sheet, not in someone's memory.
Make prevention part of operations
Water control is not only a maintenance task. Stores staff affect it by how they receive and hold oil. Operators affect it through cleaning routines and shutdown practice. Supervisors affect it when inspection time gets cut because production is busy.
The sites that manage moisture well usually do a few simple things consistently. They replace spent breathers before they fail. They inspect filler caps and access covers during planned checks. They keep new oil clean and dry. They treat repeat water alarms as a source-finding job, not just another filter change.
That is how a preventive programme starts saving money. Fewer repeat faults, longer oil life, and less time spent solving the same contamination problem twice.
Take Control of Your Hydraulic Health
Unplanned hydraulic failures rarely start with a dramatic event. In many cases, they start with moisture that was small enough to ignore and persistent enough to keep attacking the oil, surfaces, and additives every day the machine ran.
For a maintenance manager, the job is to turn water contamination from a recurring surprise into a controlled risk. That means setting clear limits, reacting the same way every time those limits are crossed, and fixing the entry route as well as the oil. Drying or changing the fluid without finding the cause only buys time.
The best results usually come from simple discipline applied consistently across the site. Sample oil properly. Keep breathers and seals in serviceable condition. Store new oil indoors and sealed. Check machines after washdown, outdoor standing, and sharp temperature swings, which matter in UK conditions more than many teams expect. On mobile plant, pay close attention to reservoir breathers, cylinder rod condition, filler cap sealing, and any machine that sits outside between shifts.
Good water control costs less than repeated pump, valve, bearing, filter, and oil replacement. It also cuts the wasted labour that goes into diagnosing the same contamination problem again a month later.
| Call To Action |
|---|
| If you are seeing cloudy oil, repeated filter blockages, corrosion, or hydraulic faults that do not stay fixed, test the fluid now and treat the cause before the next failure decides the timing for you. |
MA Hydraulics Ltd supports UK industrial and mobile machinery operators with practical hydraulic expertise, component supply, bespoke power solutions, and technical support. If you need help identifying water contamination issues, choosing suitable filtration or replacement components, or specifying parts for a long-term fix, phone 01724 279508 today or contact the team directly.
