A machine that ran cleanly last week is now chattering, overheating, or dropping performance under load. Maintenance pulls a valve, finds scoring. The pump follows. Procurement is told a “simple filter replacement” would have been cheaper, but that diagnosis misses the underlying issue. The problem usually isn't the filter alone. It's the supplier choice, the specification choice, and the absence of a joined-up contamination control plan.
That's why buying from hydraulic filters suppliers on catalogue price alone usually costs more over the life of the equipment. In UK agriculture, materials handling, manufacturing, and mobile plant, the right supplier protects uptime by helping teams choose the correct housing, element, rating, and stock strategy before contamination turns into an expensive strip-down.
This matters in a market of real scale. The global hydraulic filters market exceeded £2.8 billion in 2022 and is projected to grow at a 5.5% CAGR through 2032, driven by demand across mobile and industrial applications in the UK and Europe, according to hydraulic filter market data from GM Insights. Growth is one thing. Better purchasing discipline is another. More products on the market don't make selection easier. They make weak supplier decisions easier to hide until the failure happens.
Introduction Protecting Your Hydraulic Systems
Contamination rarely announces itself early. It starts with fine particles in the oil, then shows up as slower cycle times, sticky spool movement, noisy pumps, or repeat seal failures that people wrongly blame on age alone. By the time someone orders a replacement component, the damage has usually travelled beyond the original wear point.
That's why a hydraulic filter should be treated as an asset protection component, not a low-interest consumable. In practice, the supplier behind that filter matters just as much as the element itself. If they can't cross-reference correctly, can't advise on pressure line versus return line protection, or can't hold UK stock when a breakdown hits, your maintenance plan is weaker than it looks on paper.
For procurement teams, the pressure is familiar. One buyer wants the lowest unit price. One engineer wants a specific media and micron rating. One site manager wants the machine back running before the shift ends. Those goals only line up when the supplier understands the application and can support it properly.
Practical rule: If a supplier only talks about part numbers and never asks about duty cycle, cleanliness targets, pressure conditions, or lead times, they're selling a product, not protecting a system.
The better approach is to evaluate hydraulic filters suppliers through total cost of ownership. That means looking at how supplier decisions affect component life, unplanned downtime, labour hours, stockholding, and the risk of waiting for a hard-to-find replacement while a machine sits idle.
Why the Right Filter is a Non-Negotiable Asset
A hydraulic circuit only performs as well as the fluid moving through it. Pumps, CETOP valves, flow dividers, motors, and proportional controls all rely on controlled clearances. Once abrasive particles circulate through those clearances, wear starts to accelerate and the system gradually loses precision.
The mistake many buyers make is treating filtration as if one “10 micron filter” is much the same as another. It isn't. Two filters can look interchangeable on paper and still behave very differently in service because media quality, collapse strength, dirt-holding behaviour, and bypass strategy are not all equal.
What cheap buying often misses
A low purchase price can hide several expensive consequences:
- Earlier component wear: Poor contaminant control lets fine particles reach pumps, valves, and motors that are costly to replace or rebuild.
- Unplanned labour: Engineers spend time diagnosing symptoms that trace back to contamination rather than a single failed component.
- Repeat failures: Replacing a damaged valve without correcting filtration just sends the new part back into dirty oil.
- Stock confusion: Weak supplier support often means wrong substitutions, mismatched seals, or housings that don't suit the circuit.
There's also a practical workshop problem. Once a filter goes into bypass too early, collapses under differential pressure, or restricts flow because it was wrongly sized, the machine can still appear to “run”. It just runs while contaminant keeps circulating.
The false economy of transactional purchasing
Transactional buying works for simple consumables. It doesn't work well for contamination-sensitive hydraulic systems. The filter element is the cheap part of the failure chain. The expensive parts are downtime, freight, labour, oil, damaged valves, damaged pumps, and the lost production window while the team waits for parts and strips the machine.
Buy a filter as if you're buying service life for the pump and valve block downstream. That's the real purchase.
Good hydraulic filters suppliers reduce this risk by asking awkward but useful questions. What cleanliness level are you targeting? Is this a pressure line, return line, or off-line loop? What fluid are you running? Is there cold start viscosity to consider? Do you need visual clog indication or electrical switching? Those questions are what stop a “cheap” filter becoming an expensive maintenance event.
Decoding Hydraulic Filter Specifications
Procurement teams often get handed two filter options that look interchangeable on paper. Same thread. Similar envelope size. Similar micron figure. Yet one gives stable service intervals and cleaner oil, while the other adds restriction, shortens element life, and leaves expensive components exposed. The difference sits in the details of the specification.
This visual is a useful reference point when reviewing element and housing options.
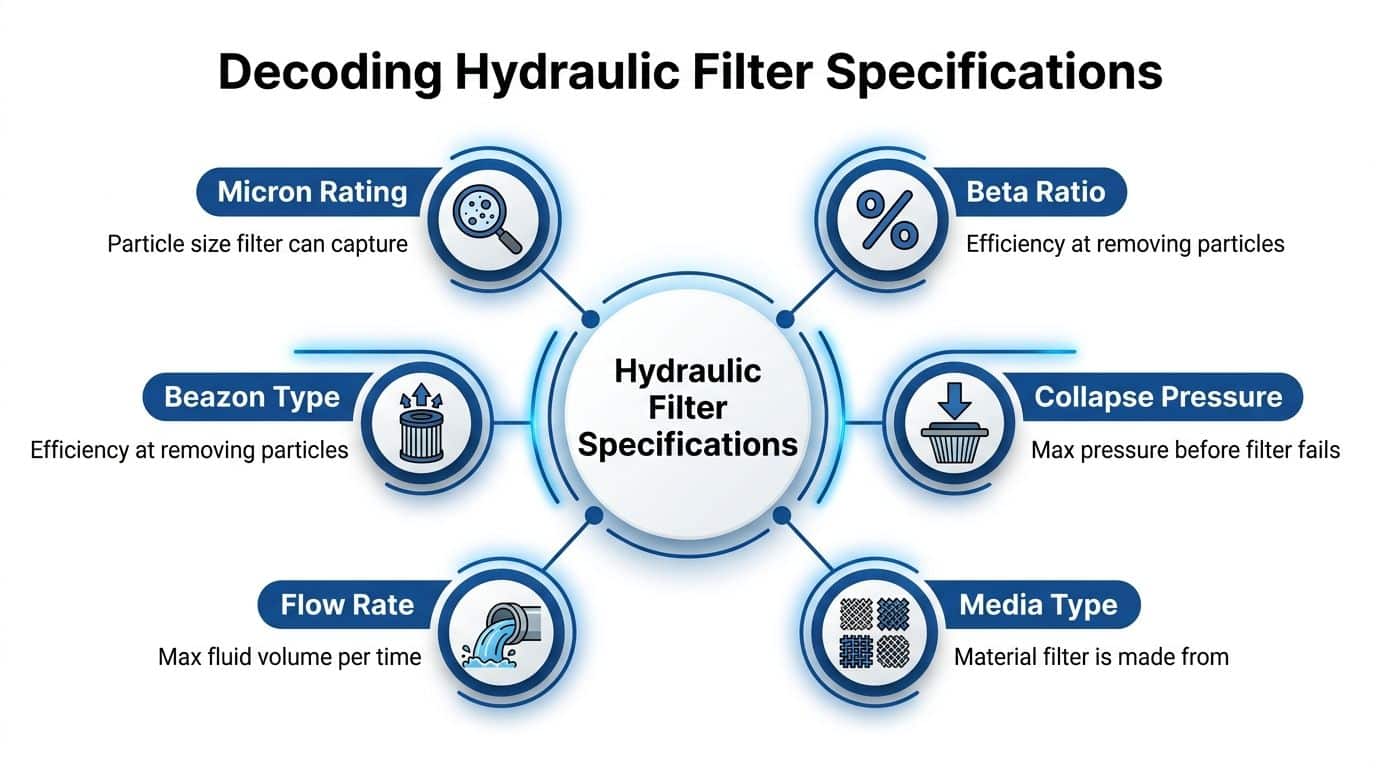
Micron rating and what it really tells you
Micron rating is only a starting point. It indicates the particle size the element is intended to retain, but it does not tell you how efficiently the filter holds that size range across changing flow, viscosity, and contamination load.
In practice, the right micron rating depends on the components you are protecting and the cleanliness target for the circuit. A servo or proportional valve circuit will usually justify tighter control than a less sensitive return line application. Go too fine and differential pressure rises, especially on cold starts. Go too coarse and wear particles keep circulating through pumps, valves, and actuators.
The National Fluid Power Centre explains the wider contamination control context in its UK training material at nfpc.co.uk. That matters because buying on micron rating alone usually ignores the operating conditions that decide whether the filter performs well in service.
Beta Ratio and efficiency
Beta Ratio gives a clearer view of how well an element removes particles at a stated size. Two elements may both be sold as 10 micron, but their actual efficiency can be very different.
That has a direct cost implication. An element with stronger efficiency at the right particle size can reduce abrasive wear and help maintain oil cleanliness for longer. An element with vague or poorly supported efficiency data may look cheaper at purchase order stage, then cost more through shorter component life and more frequent change-outs.
Good suppliers explain Beta data in plain terms. They should be able to say what the rating means for the cleanliness level you are trying to hold, not just point at a catalogue line.
Collapse pressure, flow rate and media choice
These points decide whether the filter survives real duty rather than just matching a part number.
- Collapse pressure: The element must tolerate the differential pressure it will see in service. Cold oil, blocked media, and contamination spikes can all push differential pressure well above the tidy figures listed on a machine summary sheet.
- Flow rate: Size for actual operating flow, including peaks and start-up conditions. A housing that is acceptable at nominal flow can still become a restriction when viscosity rises in winter or cycle demand changes.
- Media type: Media affects efficiency, dirt-holding capacity, pressure drop behaviour, and fluid compatibility. Glass fibre, cellulose, and blended media do not behave the same in service.
- Seal compatibility: Seal materials must suit the fluid, temperature range, and service interval. Wrong seal choice creates nuisance leaks at best and air ingress or repeat maintenance at worst.
For buyers comparing assemblies rather than loose elements, this inline hydraulic oil filter range shows the sort of housing and service-access factors that should be checked alongside filtration performance.
A short video can help if you're briefing less specialised buyers or junior engineers on the basics.
What to ask before approving a part
A replacement code is not enough for a critical hydraulic circuit. Ask the supplier to confirm how the part will behave in your system, with your fluid, under your duty cycle.
| Check point | Why it matters |
|---|---|
| Micron rating | Must match the cleanliness target and the sensitivity of the downstream components |
| Beta Ratio | Shows particle removal efficiency, not just nominal size |
| Flow capacity | Reduces the risk of restriction, bypass events, and excess differential pressure |
| Collapse rating | Helps prevent element failure during cold starts or blocked conditions |
| Seal and media compatibility | Avoids leakage, swelling, chemical attack, and poor service life |
| Housing arrangement | Affects servicing time, bypass setting, installation space, and total maintenance cost |
Suppliers who can answer those points usually do more than ship boxes. They help you choose a filter that protects uptime, extends component life, and lowers the total cost of ownership across the whole hydraulic system.
Navigating the Types of Hydraulic Filters
Filter location changes the job the filter is doing. That sounds obvious, but it's where many systems go wrong. Teams often fit a decent element in the wrong place and assume the circuit is protected.
This layout helps visualise the role each filter type plays.
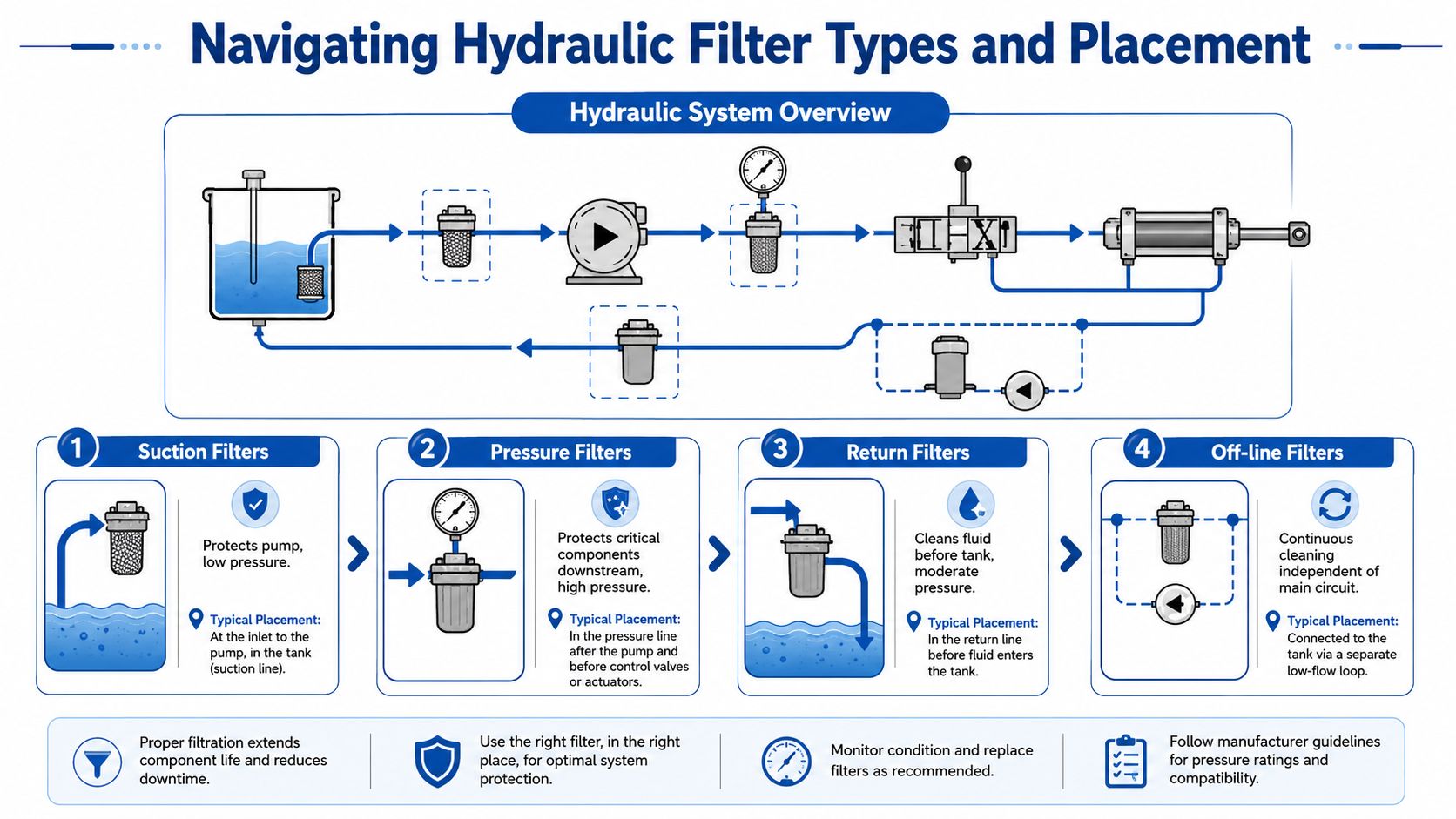
Pressure filters for sensitive downstream protection
Pressure filters sit after the pump and before critical components. They are the hard-working option when you need to protect proportional valves, CETOP valves, actuators, and other contamination-sensitive hardware. In many circuits, spending a bit more on correct specification then pays for itself quickest.
Verified market data also points in the same direction. Pressure-side filters are projected to account for 27.1% of the market in 2025, reflecting how important they are in high-pressure hydraulic systems used in agriculture and materials handling equipment in the UK.
Their drawback is straightforward. They must be built for line pressure and sized properly. If they're underspecified, they can become a restriction point or suffer premature service issues.
Return filters and suction protection
Return line filters clean oil before it goes back to tank. They're often the practical baseline for controlling contamination generated during normal system operation. For many mobile and industrial machines, they offer good protection at a sensible cost, especially where service access is a priority.
Suction strainers or suction-side protection have a narrower role. They protect the pump from larger debris, but they are not a substitute for proper fine filtration. Overdo suction restriction and you invite cavitation, which creates a completely different failure path.
For buyers assessing product options, this inline hydraulic oil filter information is relevant when considering compact circuit layouts and serviceable line filtration arrangements.
Off-line filtration for cleaner oil without circuit compromise
Off-line filtration, often called a kidney loop, works independently of the main circuit. In real maintenance terms, it's one of the most effective ways to improve oil condition without forcing all filtration performance through the main flow path.
That makes it especially useful where:
- Reservoir contamination persists: Off-line units keep cleaning the tank volume instead of relying only on return flow.
- Machines operate in dirty environments: Agriculture, mobile plant, and materials handling often see contamination enter during servicing and daily use.
- You need condition recovery: When oil quality has drifted, off-line filtration gives a practical route back to a better cleanliness level.
- Main circuit pressure drop is a concern: You can improve filtration without compromising core machine performance.
Off-line filtration is often the difference between replacing dirty oil and actually controlling contamination.
The best filter arrangement depends on what the system is trying to protect. Pressure filters protect critical hardware. Return filters manage generated debris. Suction protection stops large ingress. Off-line loops improve overall oil condition. Good hydraulic filters suppliers don't push one answer for every machine. They match filter type to failure risk.
Meeting UK Standards for System Cleanliness
A supplier can offer the correct thread, seal, and housing and still fall short if they don't understand cleanliness targets. In hydraulic work, ISO 4406 is the language used to describe contamination levels in fluid. If a supplier can't discuss cleanliness codes confidently, they're only solving the visible part of the problem.
In UK applications, the consequences are not marginal. Particulate contamination above ISO Code 19/17/14 causes a 300–400% increase in component wear rates, while cleanliness below Code 16/14/11 can extend gear pump and valve service life by 25–30%, according to British Fluid Power Association guidance on hydraulic cleanliness.
What the code means in practice
ISO 4406 uses three numbers to describe particle concentrations at different sizes. Procurement teams don't need to memorise the laboratory detail, but they do need to understand the operational meaning. A “dirtier” code means more abrasive particles are circulating through precision clearances. A “cleaner” code means those parts have a better chance of lasting properly.
Here's a practical reference table.
| ISO Code Range | Particles per mL >4µm | Particles per mL >6µm | Particles per mL >14µm | Typical System State |
|---|---|---|---|---|
| 19/17/14 | Higher contamination band | Higher contamination band | Higher contamination band | Elevated wear risk in pumps, valves and motors |
| 16/14/11 | Lower contamination band | Lower contamination band | Lower contamination band | Better protection for contamination-sensitive components |
That table is intentionally practical rather than laboratory-heavy. The key point is the movement from a dirtier state to a cleaner one, because that shift affects service life, reliability, and maintenance planning.
Why buyers should ask for cleanliness support
A technically strong supplier should be able to discuss more than filter interchange. They should be able to help with contamination control decisions such as off-line filtration, filter positioning, service intervals, and whether a recurring component failure is really a cleanliness issue.
For teams reviewing acceptable cleanliness levels and contamination control expectations, this guide to hydraulic fluid cleanliness standards gives useful context around system-level thinking.
Cleaner oil doesn't just reduce wear. It makes fault finding more honest. When contamination is under control, the real mechanical or control issue is easier to identify.
Where standards affect total ownership cost
The cost argument is direct. If a machine repeatedly consumes pumps, valves, or motors because oil cleanliness is poor, procurement may think it has a component quality issue when the underlying failure sits upstream in filtration strategy. That's why the best hydraulic filters suppliers discuss standards, not just stock.
The result is better than “buying premium filters”. The result is buying the right filtration setup for the cleanliness target your system needs.
How to Evaluate Hydraulic Filters Suppliers
Most supplier comparisons start too late and too narrowly. A buyer has a failed element in hand, a machine off the road or off the line, and a shortlist based on who can quote first. That approach might restore operation quickly, but it won't necessarily improve reliability.
The stronger method is to assess hydraulic filters suppliers before the next urgent order lands.

Start with stock reality, not brochure range
A broad catalogue is useful only if the supplier can put the part in your hands when the machine is down. This matters more in the current UK environment because delays still affect imported components. The UK Department for Business and Trade reported that 34% of UK hydraulic component imports from non-EU sources faced delays exceeding 14 days in Q4 2024, which underlines the value of suppliers with dependable UK-held inventory and logistics resilience, as noted by the UK Department for Business and Trade.
For MRO teams, that changes the buying calculation. The lowest quoted price isn't the lowest cost if the part sits in customs while a machine is idle.
Technical support separates suppliers from box movers
A proper supplier should be able to help with:
- Cross-referencing: Matching old, damaged, or obsolete parts to current equivalents without guesswork.
- Application review: Checking whether the filter type and rating suit the circuit, pressure level, and contamination risk.
- Assembly support: Advising on complete filtration arrangements, not just the replacement element.
- After-sales problem solving: Helping when a repeated failure suggests the original specification wasn't right.
This is particularly important for UK design engineers and procurement teams involved in compact hydraulic systems and bespoke power units. Verified industry data states that 42% of UK industrial manufacturers struggle to find suppliers offering end-to-end support for bespoke power pack assembly with component selection and after-sales service. That gap matters because a filter supplier who understands the whole hydraulic package is usually better placed to protect performance than one who only sells separate components.
Use a supplier checklist that reflects real operating risk
Not every criterion should carry equal weight. For a fleet workshop, stock and interchange speed may dominate. For an OEM, technical documentation and application advice may matter more. For an industrial plant, after-sales support and contamination control expertise often make the difference.
A practical checklist looks like this:
| Evaluation point | What good looks like | What to avoid |
|---|---|---|
| UK availability | Stock held locally or quickly accessible in the UK | Long uncertain lead times |
| Technical depth | Clear advice on filter type, rating, media, and circuit role | Quoting by thread and dimensions only |
| Product range | Access to trusted component brands and matching assemblies | Narrow range forcing poor substitutions |
| Support after sale | Help with recurring failures, fitment, and replacements | No response once the order is shipped |
| Bespoke capability | Can support complete assemblies and power pack requirements | Can only supply standard catalogue items |
For organisations reviewing supplier resilience more broadly, this vendor relationship management resource is useful because filtration supply is rarely an isolated purchasing issue. It sits inside the wider question of how dependable your technical supply chain really is.
Ask the questions that reveal hidden weakness
Good procurement conversations are specific. Ask these before approving a supplier:
-
What UK stock do you hold for common service items?
This exposes whether “available” means in a warehouse abroad or on a shelf ready to move. -
Can you support hard-to-find or obsolete references?
This matters in mobile plant, legacy machinery, and mixed fleets. -
Can you advise on full assemblies, not just replacement elements?
If the issue is housing suitability or poor filter placement, element supply alone won't fix it. -
What brands and related hydraulic components do you support?
A supplier who can support associated parts such as valves, pumps, gearboxes, couplings, manifolds, and mini power packs is usually stronger at solving root-cause issues. -
What happens after the order if the replacement doesn't resolve the problem?
The answer tells you whether they act like a partner or a dispatcher.
The best supplier relationship reduces emergency buying because the technical decisions improve before the breakdown happens.
What works and what doesn't
What works is a supplier that combines stock, cross-reference support, application advice, and after-sales follow-through. That's especially valuable for UK teams managing mobile machinery, bespoke systems, and equipment that can't wait on overseas fulfilment.
What doesn't work is buying solely by unit cost, accepting weak substitutions, or assuming every “equivalent” filter will protect the circuit in the same way. In hydraulic systems, the hidden cost usually appears later, inside a scored pump housing or a seized valve.
Your Partner in Hydraulic Performance
A filter purchase often looks minor until a machine is waiting on a pump, a valve bank, or a replacement element that should have been specified differently in the first place. In practice, supplier choice affects far more than the price on the order line. It affects uptime, contamination control, lead times, and how quickly your team gets to the root cause when failures repeat.
Hydraulic filters protect the expensive parts of the system and the maintenance budget attached to them. A good supplier helps your team choose correctly at the start, avoid poor substitutions, and spot whether the actual issue sits with the element, the housing, the duty cycle, or the wider circuit. That support matters in UK mobile and industrial applications, where downtime can mean a stopped production line, an idle machine on site, or a missed service window with no slack in the schedule.
This is the difference between transactional buying and managing total cost of ownership.
Procurement and MRO teams usually see the benefit in three places. Fewer repeat failures. Longer component life. Less money tied up in emergency orders, rushed freight, and avoidable strip-down work. The unit price still matters, but it is rarely the cost that causes the biggest problem.
For practical support with hydraulic filters, cross-references, hard-to-find parts, and bespoke hydraulic solutions, contact MA Hydraulics Ltd. If you need friendly technical advice, rapid UK availability, or help with component selection for mobile plant, manufacturing, agriculture, or power packs, Phone 01724 279508 today or send us a message.
