Dirty oil ruins good hydraulics. Particulate contamination in hydraulic fluid is responsible for approximately 70–80% of all hydraulic system failures, and UK-oriented guidance states that “nearly 80% of all hydraulic systems problems can be traced back to the contaminated fluid” (Hydroline on hydraulic oil cleanliness). For a plant maintenance manager, that changes the conversation. Hydraulic fluid cleanliness standards aren't paperwork for the file. They're one of the clearest ways to reduce stoppages, protect valves and pumps, and avoid repair work that should never have been needed.
In UK conditions, that matters even more. Plant works through damp mornings, dirty yards, washdowns, seasonal shutdowns, and constant top-ups from drums that may have sat too long or been handled badly. If the only contamination control in place is a filter in the circuit, you're already reacting too late.
The True Cost of Contaminated Hydraulic Fluid
The expensive part isn't the oil. It's the failure chain that starts when contamination gets into the system and keeps circulating.
When particles pass through tight internal clearances, they score surfaces, jam valve spools, damage seals, and accelerate pump wear. The machine may still run for a while, which is why contamination gets dismissed. Then the symptoms start. Sluggish movement. Heat. Intermittent operation. Noise. A relief valve that won't behave. A proportional valve that becomes inconsistent.
Why the financial hit is bigger than the repair
The repair invoice is only one part of the cost. You also lose production time, engineer time, planned work, and confidence in the machine.
For agricultural operators, that risk sits alongside broader breakdown exposure. It's one reason some fleets also review farm equipment breakdown protection as part of an overall resilience plan. Insurance has its place. It doesn't replace contamination control.
Practical rule: If the same machine keeps “having hydraulic issues”, stop treating each failure as separate. The fluid condition, handling practice, or cleanliness target is often the common cause.
Hydraulic fluid cleanliness standards matter because they give maintenance teams a measurable control point. Instead of judging oil by colour or guessing from machine behaviour, you work to a target. That target links directly to component life and service reliability.
What doesn't work is relying on appearance. Oil can look acceptable and still carry enough hard particles to shorten component life. What works is setting a cleanliness code that matches the most sensitive part in the circuit, then building your storage, transfer, filtration, and sampling around it.
Decoding the Main Hydraulic Cleanliness Codes
The code you'll see most often is ISO 4406. If you've looked at a fluid analysis report and seen something like 18/16/13, that's the shorthand for particle contamination at three different particle sizes.
Effectively, there are three separate grades for the same fluid sample. Each number reports how contaminated the oil is at a given threshold:
- First number for particles ≥4 µm
- Second number for particles ≥6 µm
- Third number for particles ≥14 µm
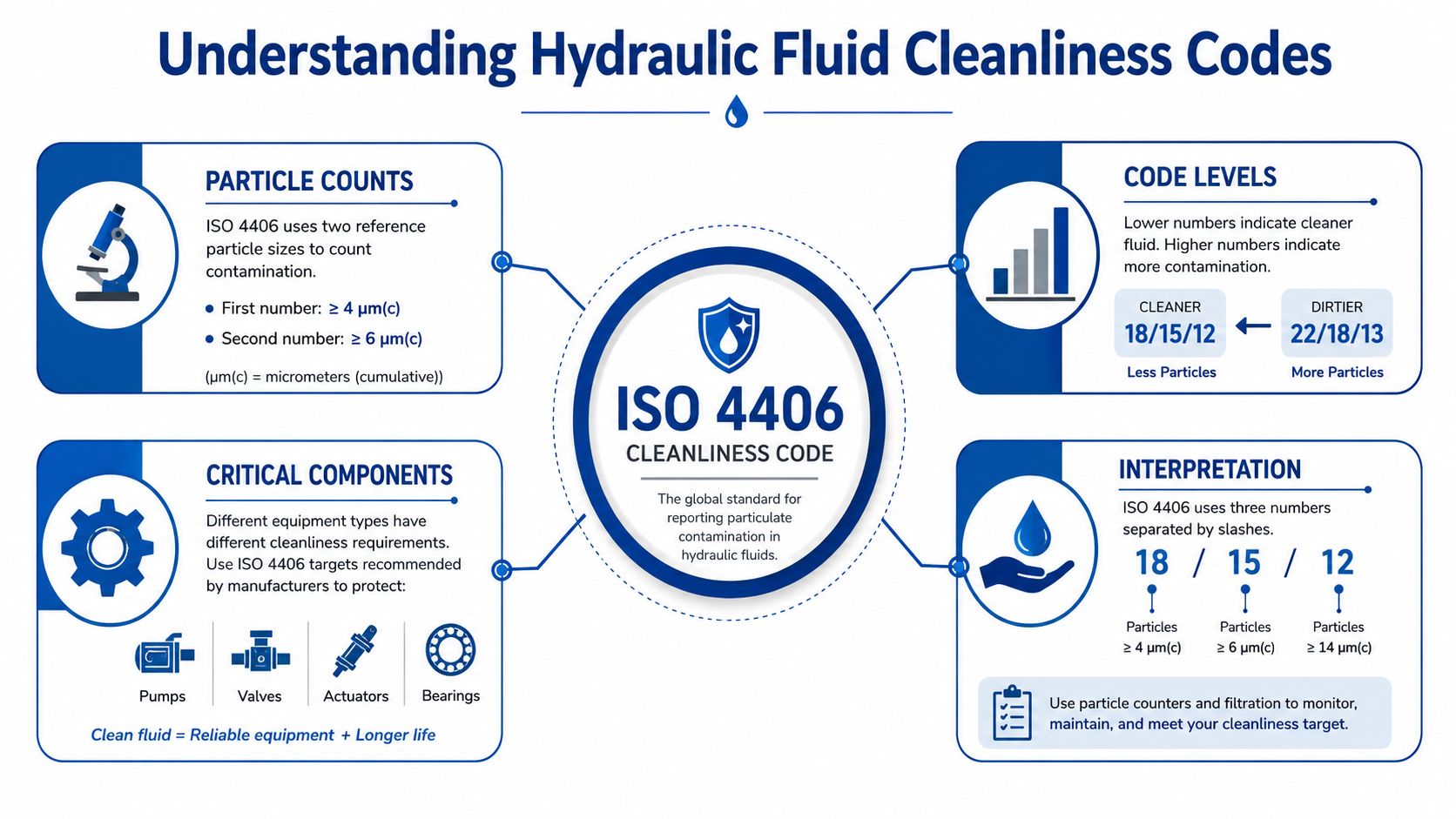
What the three numbers actually tell you
A lower code means cleaner oil. A higher code means more particles in that size range.
The important bit is that the scale isn't linear. Each one-step improvement in ISO 4406 code roughly halves particulate contamination, so moving from 19/17/14 to 16/14/11 is a major reduction in wear-driving particles, not a minor tweak (Sun Hydraulics cleanliness guidance).
That single point catches a lot of people out. A manager sees one code step and assumes it's marginal. In practice, one code step can represent a meaningful reduction in the contamination load moving through pumps, bearings and valve clearances.
Why ISO 4406 matters more than older shorthand
Older systems and some older reports may refer to other cleanliness methods, but ISO 4406 is the one most maintenance teams use to set targets, compare samples, and verify whether filtration work has achieved anything.
It also gives you a common language between:
- Maintenance staff checking trends
- OEMs specifying acceptable fluid condition
- Suppliers selecting filters and breathers
- Labs and service engineers reporting particle counts
A cleanliness report is only useful if the team reading it understands whether the code is acceptable for the actual components in the machine.
A simple way to read the result
Use this quick interpretation approach:
| ISO code result | What it means in practice |
|---|---|
| Lower than target | The system is cleaner than the requirement. Keep handling and filtration discipline consistent. |
| At target | The contamination control plan is broadly working. Keep trending, don’t relax standards. |
| Above target | The oil is dirtier than the component requirement. Investigate ingress, poor handling, filter condition, or internal wear. |
The mistake is treating every hydraulic system as if one plant-wide code is good enough. It isn't. A resilient low-duty circuit can live with contamination levels that would create serious trouble in a high-pressure system with tight-tolerance valve gear.
That's why standards matter. They turn “clean enough” into a number you can act on.
Target Cleanliness Levels for Common Components
A hydraulic system should be cleaned to suit its most contamination-sensitive component, not its toughest one. That's the decision that prevents plenty of expensive mistakes.
In practice, the biggest dividing line is often valve type and duty severity. UK-oriented guidance notes that proportional valves on high-pressure systems above 350 bar may be recommended at 16/14/11, while lower-duty systems can tolerate 19/17/14 or 21/19/16 depending on pressure and dirt tolerance (Winner Hydraulics fluid cleanliness guide).
Recommended ISO 4406 cleanliness levels by component
| Component Type | Typical System Pressure | Recommended ISO Code | Extended Life Target |
|---|---|---|---|
| Gear pump and general low-sensitivity components | Lower-duty applications | 21/19/16 | 19/17/14 |
| Lower-duty valves and circuits with greater dirt tolerance | Lower to moderate duty | 19/17/14 | Cleaner than service target where practical |
| Proportional valves in high-pressure systems | Above 350 bar | 16/14/11 | 15/13/10 |
What these targets mean on the shop floor
A gear pump in a simple circuit will usually tolerate dirt better than a proportional valve controlling precise motion. That's because the internal clearances, spool behaviour and response demands are very different.
If you put one cleanliness target across every machine, one of two things usually happens:
- You over-engineer simple circuits and spend more than needed on filtration and handling.
- You under-protect sensitive systems and keep replacing parts that are being damaged by contamination.
Where managers often get caught out
The trap is thinking in terms of “the machine” rather than “the most delicate component in the machine”. A hydraulic power unit might include a pump that's fairly forgiving, but if the circuit also contains high-performance valve equipment, the acceptable cleanliness target is driven by that tighter requirement.
Cleaner fluid doesn't just protect the obvious expensive part. It protects the whole system around it, including seals, actuator surfaces and the control quality operators notice first.
For day-to-day management, the practical approach is simple. List the main pumps, valves and control components on each critical asset. Identify the most sensitive part. Set the target cleanliness code from there. Then make sure incoming oil, transfer equipment and service routines are aligned with that target, not with habit.
Identifying and Preventing Contamination Sources
Most contamination problems don't start at the filter. They start much earlier, often in stores, during servicing, or through routine breathing and ingress.
One of the most persistent myths in hydraulics is that new oil is clean oil. It often isn't. Unfiltered new oil delivered from bulk or drum sources in the UK and Europe typically contains between 2 and 20 times more particles than the ISO 4406 levels acceptable for many hydraulic systems, and best practice is to keep new-oil cleanliness at least two ISO codes cleaner than the service-oil target (Des-Case ISO cleanliness whitepaper).
The four routes contamination gets into a system
Contamination usually arrives through one or more of these routes:
- Built-in contamination. Residue from manufacture, assembly, hose cutting, tank fabrication, or previous repair work.
- Ingressive contamination. Dirt and moisture entering through breathers, damaged seals, cylinder rods, filler caps, and open containers.
- Internally generated contamination. Wear particles from pumps, valves, bearings and actuators already under stress.
- Maintenance-introduced contamination. Dirty funnels, poor transfer methods, open drums, unflushed hoses, and careless top-up practice.
New oil needs managing, not trusting
If your in-service target is strict, filling from a drum without pre-filtration can undo a lot of good work in minutes. That is why disciplined sites pre-filter new oil before transfer and keep transfer containers dedicated, labelled, sealed and clean.
A practical target-setting habit is to make incoming oil cleaner than the machine's running target. That gives you room for normal system exposure instead of starting service life already behind.
For sites dealing with damp conditions, washdowns or outdoor plant, water should be checked alongside particles. MA Hydraulics has a useful overview of water contamination detection that fits well into this wider contamination-control approach.
What prevention actually looks like
Prevention isn't complicated, but it does need discipline:
- Store drums properly under cover and sealed.
- Use dedicated transfer equipment for hydraulic oil only.
- Fit proper breathers and maintain seals so the reservoir doesn't inhale workshop dirt and moisture.
- Keep service points clean before opening the system.
- Pre-filter top-up oil instead of pouring it straight in.
What doesn't work is trying to “filter it out later”. By then, some of the contamination has already passed through the most sensitive components.
Effective Fluid Sampling and Analysis Best Practices
A poor sample gives you a poor decision. That's the reality.
Fluid analysis only helps when the sample reflects what's circulating in the machine, not what's sitting in dead zones, at the bottom of a tank, or in a dirty bottle. If sampling is inconsistent, trending becomes unreliable and maintenance teams start doubting the report instead of fixing the issue.

Where to sample and where not to
Take the sample from a live point in the circuit where oil is moving and mixed. A proper sample valve on a pressure or return line is usually far better than dipping into the reservoir.
Avoid the easy but misleading options:
- Tank bottoms collect settled debris and water, which can exaggerate contamination.
- Tank tops may miss what is circulating through the working circuit.
- Drain points often tell you more about residue than operating condition.
A repeatable sampling routine
Good sampling is built on repeatability. Use the same point, similar operating condition, and the same basic method each time.
A dependable routine usually includes:
- Run the machine first so the oil is at a representative working condition.
- Sample from the same location each time for usable trend data.
- Use a certified clean bottle and keep the cap protected.
- Flush the sample port before taking the actual sample.
- Label the sample clearly with machine ID, fluid type, and operating context.
For teams that need to verify cleanliness levels rather than guess at them, particle counting is the direct route to an ISO 4406 result you can use operationally.
If the sample point is poor, the lab can only give you a precise answer to the wrong question.
This walkthrough is worth watching because it reinforces the handling discipline that often decides whether analysis is useful or misleading.
Common sampling mistakes
The most common errors are all preventable:
- Sampling straight after opening a dirty port
- Using bottles that aren't properly clean
- Changing sample points from one test to the next
- Taking cold, static oil and treating it as representative
- Ignoring the operating context when reviewing the result
Once the method is stable, the trend becomes valuable. One isolated sample can trigger questions. A consistent series of samples supports decisions.
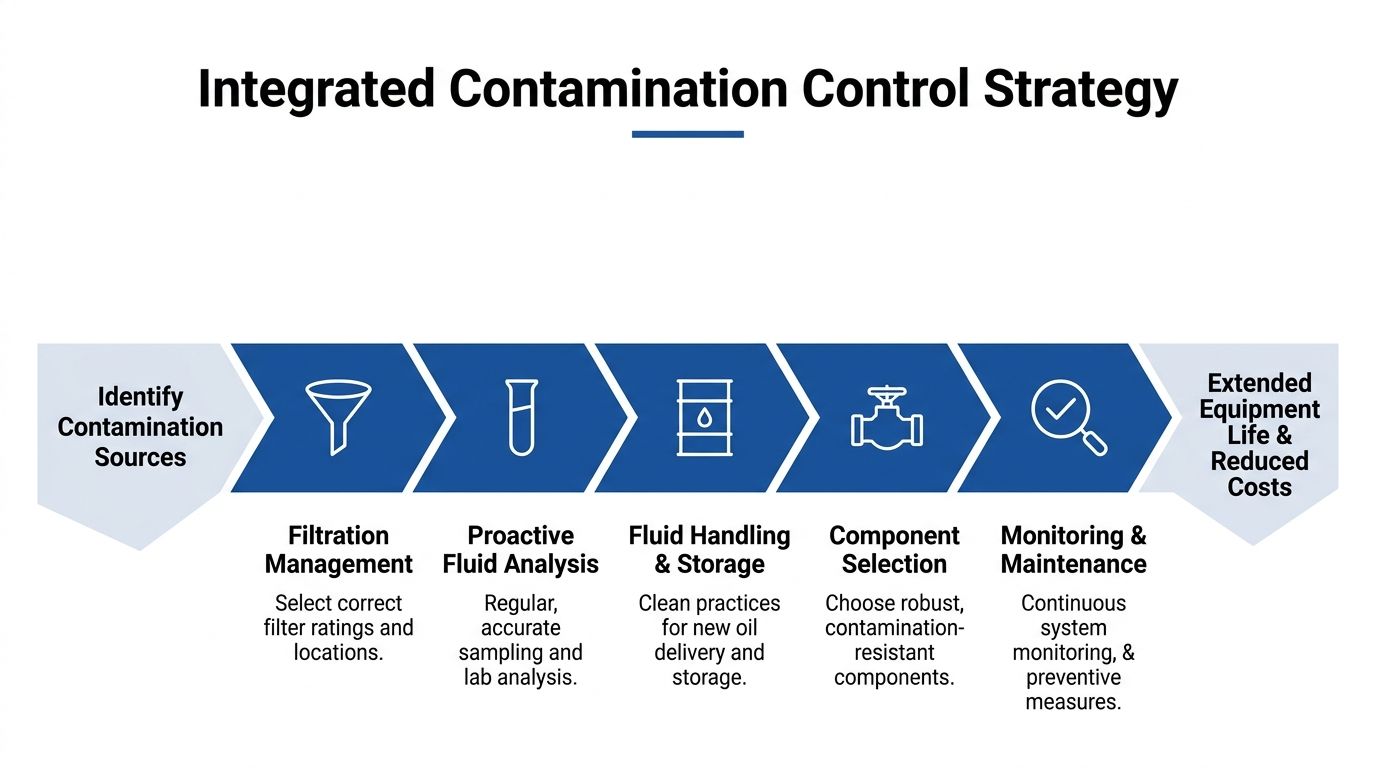
Building a Practical Contamination Control Strategy
Cleanliness standards only pay off when they become part of a working maintenance system. The sites that get value from hydraulic fluid cleanliness standards don't rely on one action. They combine filtration, handling, exclusion, and monitoring.
That matters because unplanned hydraulic downtime in UK manufacturing and agricultural machinery can cost tens of thousands of pounds per hour, yet guidance on UK-specific oil monitoring frequency remains sparse (Quality Hydraulics on hydraulic oil cleanliness). In other words, the cost of getting it wrong is clear. The exact interval for checking each machine still has to be set around criticality, operating conditions and failure consequence.
Build the strategy around machine criticality
Not every machine deserves the same level of attention. A lightly used auxiliary circuit doesn't need the same monitoring intensity as a production-critical press, mobile plant in constant outdoor use, or an agricultural machine that cannot fail during a narrow operating window.
Use a simple decision lens:
- How costly is downtime on this asset
- How sensitive are its components
- How exposed is it to dirt and moisture
- How difficult is it to recover after failure
That gives you a practical way to decide which systems need tighter controls, more frequent checks, and stronger exclusion measures.
The pillars that actually work
A solid contamination control plan usually includes these elements:
| Control area | What good practice looks like |
|---|---|
| Filtration | Match filter selection and location to the target cleanliness and component sensitivity. |
| Storage and transfer | Keep new oil sealed, clean, and pre-filtered before it reaches the machine. |
| Ingress control | Maintain breathers, filler caps, rod seals and general sealing so dirt and moisture stay out. |
| Condition monitoring | Track particle levels, investigate shifts, and use trends to decide maintenance action. |
| Fluid condition beyond particles | Include checks for water, oxidation and additive condition where operating conditions justify it. |
Don't stop at particles
The relevance of UK conditions is evident. Particle counts are central, but they aren't the whole story.
UK plant often operates in damp environments with temperature swings, outdoor storage, washdowns and stop-start duty. In those conditions, water ingress and condensation can become serious issues even when the ISO code looks acceptable. Guidance in this area notes that water content above 0.1% by volume can accelerate corrosion and additive depletion (Hy-Pro Filtration on ISO 4406 and contamination factors).
On real sites: the best contamination programmes don't ask only “how many particles are in the oil?” They also ask whether the fluid is still dry enough and chemically stable enough to protect the system.
For many operators, the practical answer is an integrated schedule. Check particle cleanliness routinely on critical assets. Add water and degradation checks where climate, duty cycle or failure history says they matter. If a system repeatedly drifts away from target, fix the ingress route or handling practice before increasing filter spend.
Where a structured programme is needed, contamination control support can help align filters, breathers, transfer methods and monitoring with the actual duty of the machine rather than a generic rule.
Achieve System Reliability with MA Hydraulics
Hydraulic reliability starts with control. Not control in the abstract. Control of what enters the oil, what stays in it, and what your team measures consistently.
Standards matter because they turn contamination from a vague maintenance concern into a workable specification. Once you know the cleanliness target that suits the system, you can make better decisions on filters, storage, transfer equipment, sample points and service routines. That protects pumps, valves, seals and uptime.
For UK operators, the practical lesson is straightforward. Don't judge oil by sight. Don't assume new oil is clean. Don't set one target for every machine. Build the cleanliness standard around component sensitivity, operating conditions and the cost of failure.
MA Hydraulics Ltd supplies hydraulic components and supports contamination-aware system decisions across mobile and industrial applications. If you need help matching filters, valves, pumps or power pack components to a cleaner, more reliable hydraulic system, it's worth having that discussion before the next avoidable breakdown.
If you need practical advice on hydraulic fluid cleanliness standards, component selection, filtration, or contamination control, contact MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message.
