A machine is down, production has stopped, and the missing part is rarely the expensive bit. It's often a pump, valve, seal kit, coupling, or manifold component that should have been routine to source. Instead, it sits somewhere between a supplier promise, a purchase order, and a delivery date nobody wants to commit to.
That's where lead time reduction stops being a lean buzzword and becomes an operating discipline. In hydraulics, long lead times don't just delay shipments. They hold up repairs, stretch maintenance windows, slow OEM builds, and force teams into costly workarounds. The practical question isn't “how do we make machining faster?” It's “where is the order waiting, and what can we change this week?”
The True Cost of Waiting in Hydraulics
A maintenance team doesn't care whether a delay sits in purchasing, stores, design approval, or transport. They care that the machine still isn't running.
The same is true on the OEM side. A power pack build can be close to ready, yet one missing valve, one delayed gearbox, or one drawing query can stall the whole release. That lost time spreads quickly. Assembly waits for kitting, dispatch waits for test sign-off, and the customer sees one thing only. The order is late.
In hydraulic work, lead time is the elapsed time from requirement to usable part or working system. For MRO, that might mean from fault report to fitted replacement. For an OEM, it might mean from order confirmation to a tested assembly arriving on site. If you're handling urgent repair work such as hydraulic pump repair, every extra hand-off matters because the clock is running against downtime, not against an internal target.
A useful reality check comes from UK-oriented manufacturing guidance. Industry guidance commonly estimates that 80–90% of total manufacturing lead time is non-value-added wait and queue time, which means a modest operational change can produce a significant improvement in delivery speed, as noted in this lead time reduction guidance.
Practical rule: If a job feels slow, start by looking for where it sits idle, not where someone is physically working on it.
That's why the best gains usually come from reducing waiting. Not from pushing people harder, and not from demanding that every supplier “expedite” after the problem has already happened.
Deconstructing Lead Time from Order to Operation
Hydraulic teams often talk about lead time as if it's one block of time. It isn't. It's a chain, and a delay at any point affects the customer-facing result.
Just as a fast runner cannot save a poor baton handover in a relay race, efficiencies in one area of production are lost if other stages stall. The same principle applies when order entry is clean but procurement is slow, or when assembly is quick but kitting lags behind.
The five stages that shape total lead time
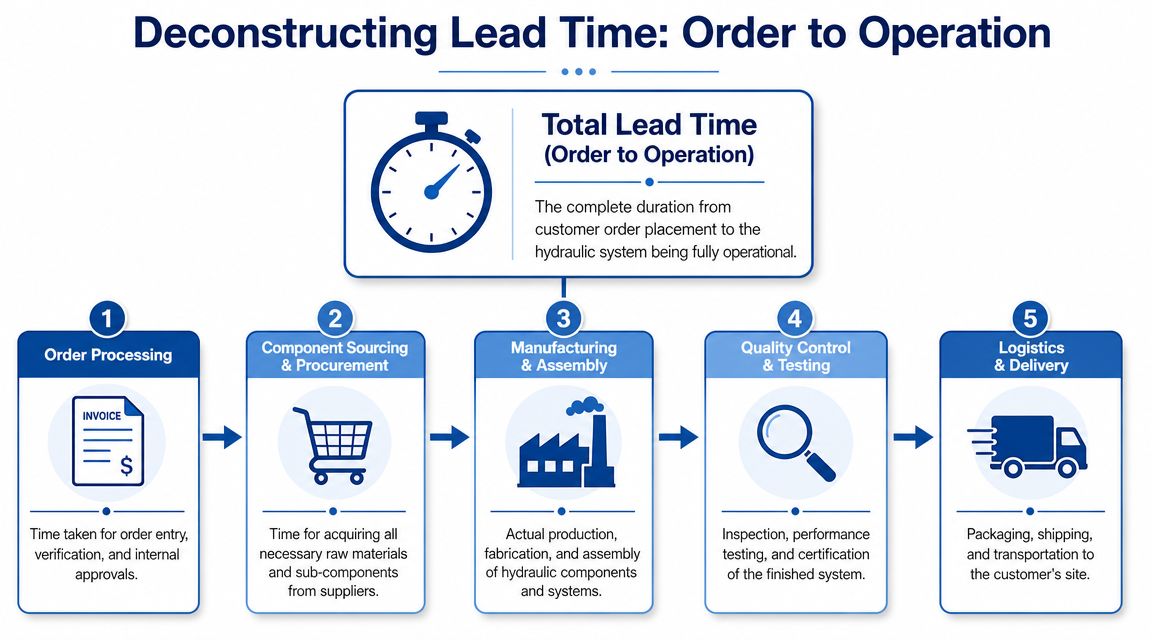
For most hydraulic products and assemblies, the elapsed time usually runs through five practical stages:
-
Order processing
Someone receives the enquiry or order, checks part numbers, confirms specification, verifies commercial details, and releases it internally. Delays here are usually administrative. Wrong descriptions, unclear revisions, and missing approvals waste days before any physical work begins. -
Component sourcing and procurement
This covers stock allocation, supplier ordering, expected delivery confirmation, and inbound receipt. In hydraulic work, one non-stock motor, CETOP valve, bellhousing, or filter variant can hold the rest of the order hostage. -
Manufacturing and assembly
This is the visible part. Cutting, machining, manifold preparation, hose work, assembly, wiring, and build. It's important, but it's rarely the only delay. -
Quality control and testing
Pressure testing, inspection, paperwork, and any customer-specific checks sit here. If the process isn't planned, quality becomes a queue rather than a control. -
Logistics and delivery
Packing, booking transport, routing, and final delivery complete the cycle. A finished assembly that misses the carrier cut-off still isn't helping anyone.
Where hydraulics adds complexity
Hydraulic orders carry more variation than many standard industrial buys. A stocked gear pump is one thing. A bespoke mini power pack, manifolded valve assembly, or replacement component for an older machine is another.
That creates two common patterns:
- Standard product flow tends to slow down when stock visibility is poor or product coding is inconsistent.
- Configured or bespoke flow tends to slow down when engineering decisions, component substitutions, or customer approvals arrive late.
A job can move quickly through fabrication and still feel slow to the customer if release, selection, and delivery decisions sit in separate inboxes.
The practical value in breaking lead time into stages is simple. Once you can name the stage, you can assign ownership. Once ownership is clear, delays stop being “supply chain issues” and start becoming fixable operational issues.
Diagnosing Delays in Your Hydraulic Supply Chain
Most delayed hydraulic orders don't fail because one process is broken. They fail because several small delays line up and nobody sees the full chain early enough.
A buyer is waiting for engineering to confirm interchangeability. Engineering is waiting for supplier data. Stores is waiting for the final parts list. Assembly is waiting for one last fitting. Dispatch is waiting for the test slot. From the outside, it looks like “the supplier is late”. Inside, the delay is distributed.
Start with information delays
In hydraulic OEM and MRO work, the job often waits long before it reaches a machine bench. Lead time is often dominated by waiting states, not process time. For hydraulic OEMs and MROs, if component selection, drawing approval, and kitting are delayed, the customer perceives the entire process as slow even when fabrication time is short. The highest ROI comes from controlling information flow, as explained in this discussion of lead time and information flow.
That's why first diagnosis should focus on information, not hardware.
Ask direct questions:
- Where does the order pause for clarification? Part identification, pressure rating, mounting standard, shaft type, porting, and electrical details are regular trouble spots.
- Who can release the next step? If only one person can approve a substitution or drawing, you've built a queue.
- Does procurement have enough technical detail? If they don't, every supplier response creates another loop.
If your team regularly sources assemblies or replacement items through an external hydraulic supplier, access to a broad hydraulic equipment supply range can help. But range alone won't fix a weak approval chain.
Separate process delays from inventory delays
Some delays are process-driven. Others are inventory-driven. They need different remedies.
| Delay type | Typical hydraulic example | What usually fixes it |
|---|---|---|
| Process delay | Drawing approval held up for a bespoke power pack | Clear release authority and standard approval rules |
| Process delay | Kitting starts only after all parts arrive | Staged kitting and visible shortage management |
| Inventory delay | Critical valve or pump not in stock | Stock policy by criticality, not by habit |
| Inventory delay | Imported component held up in transit | Alternate source, cross-reference, or local assembly option |
The overlooked external bottleneck
UK hydraulic teams often face a problem generic lean content barely touches. The bottleneck may be outside your four walls.
Imported components, intermittent stocking, customs friction, and domestic road transport can all dominate elapsed time. That means “improve production efficiency” isn't always the right first move. Sometimes the fastest route is a compatible alternative, a supplier split, or a decision to hold critical stock locally.
Don't diagnose every delay as an internal failure. In hydraulics, supplier reliability often sets the pace long before your assembly bench does.
A sound diagnosis usually produces a short list, not a long wish list. One approval bottleneck, one unreliable supply line, and one weak stock policy can do more damage than ten minor inefficiencies combined.
Key Metrics for Measuring Lead Time Performance
If you only track the final promised date, you won't know why performance slips. Good lead time reduction depends on a small set of useful measures that show where time is being consumed and how reliably orders move.
The aim isn't to build a complicated dashboard. It's to give engineering, purchasing, stores, assembly, and service a shared picture of flow.
Essential Lead Time Reduction KPIs
| KPI | Definition | What It Measures |
|---|---|---|
| Order fulfilment cycle time | Total elapsed time from order confirmation to delivery or readiness for use | End-to-end speed seen by the customer |
| Order processing time | Time taken to enter, verify, approve, and release an order internally | Administrative friction before work begins |
| Sourcing and kitting time | Time needed to allocate stock, buy missing parts, receive them, and prepare the kit | Material readiness for assembly or repair |
| Assembly or build time | Time spent completing the physical work needed to produce the item or system | Execution efficiency in workshop or production |
| Quality and test time | Time required for inspection, testing, documentation, and release | Whether quality control is smooth or becoming a queue |
| Delivery reliability | Comparison of promised date versus actual dispatch or receipt date | Consistency, not just speed |
| Work in progress visibility | A live view of what stage each order is in and what it is waiting for | Control over bottlenecks and hidden idle time |
| Inventory availability for critical items | Whether essential components are available when required | Exposure to stockout-driven delay |
What to watch for in hydraulics
Hydraulic operations often make one measurement mistake. They track workshop time but ignore elapsed waiting time before the job reaches the bench.
That hides the underlying problem. A build that takes a short time physically can still have poor lead time performance if the order sat in review, procurement, or shortage status for days. Measure each stage separately and the pattern becomes obvious.
A few practical habits make these KPIs useful:
- Use one start point: Decide whether timing starts at customer order, internal confirmation, or technical release. Then keep it consistent.
- Record hold reasons: “Waiting for supplier”, “awaiting approval”, and “awaiting stock” tell you more than a generic delayed status.
- Review by order type: Standard stocked parts, repair work, and bespoke assemblies behave differently and shouldn't be lumped together.
The best metric is the one that helps someone act today. If nobody can use it to unblock an order, it's just reporting.
Proven Strategies for Effective Lead Time Reduction
The strongest lead time reduction work is rarely dramatic. It's usually a series of disciplined changes that remove waiting, reduce uncertainty, and make substitution or scheduling decisions earlier.

Improve visibility before you improve speed
A lot of hydraulic businesses still schedule with disconnected spreadsheets, partial stock data, and status updates passed around by email. That creates false dates. People promise what looks feasible on paper, not what is feasible with the actual machine loading, actual shortages, and actual test capacity.
A more effective approach is to use live production and inventory visibility. The most effective lead time reduction happens when companies use real-time production visibility and MES or ERP integration to eliminate delays. For a hydraulic component business, this allows stocked items to be allocated instantly and made-to-order assemblies to be scheduled around actual machine availability, as outlined in this manufacturing lead time article.
That matters directly in hydraulics because one shortage can freeze a whole assembly. If stores, procurement, and production all see the same current status, they can make better decisions earlier.
Use smaller release decisions
Large batches and all-or-nothing release rules create queues. Hydraulic work benefits from smaller, cleaner release points.
Examples that work in practice include:
- Partial kitting: Release available items early and visibly mark shortages, rather than waiting for the perfect complete kit.
- Standard substitutions: Pre-approve equivalent options for common items such as couplings, filters, valve configurations, and mounting accessories where engineering permits.
- Short approval loops: Give defined people authority to approve routine changes instead of escalating every query.
These changes don't make machines faster. They stop jobs waiting for preventable reasons.
Treat supplier risk as part of lead time
For UK teams, the biggest delay may sit with the supplier, especially when imported components or specialist branded parts are involved. That makes supplier strategy part of lead time reduction, not a separate procurement issue.
Useful tactics include:
- Dual-source high-risk items where interchangeability is practical.
- Build a cross-reference file for commonly replaced pumps, motors, valves, and seal-related items.
- Stock by criticality, not by unit cost. A relatively low-cost item can still be the part that stops a machine or stalls a build.
For teams bringing components in from overseas, transport choice and hand-off quality also matter. If your supply chain includes Far East buying, a practical logistics read on how to expedite your shipments from China can help you evaluate routing, mode choice, and booking discipline before delays reach your workshop.
Here's a useful visual overview of practical improvement thinking in action.
Design and service choices that reduce waiting
Hydraulic businesses can often shorten elapsed time by making better choices earlier in the product or service lifecycle.
A few examples:
- Design for availability: If a standard CETOP valve stack or common gear pump frame size will do the job, avoid specifying an unusual variant unless performance absolutely demands it.
- Plan maintenance around failure patterns: Preventive service lowers emergency demand for difficult-to-source parts. A structured preventive maintenance plan can reduce the number of jobs that start with “we need it immediately”.
- Use local assembly where volatility is high: Building certain assemblies closer to the point of demand can reduce dependence on finished imported units.
One practical option in this space is MA Hydraulics Ltd, which supplies hydraulic components, supports cross-referencing, and assembles bespoke power solutions locally. In the right application, that can remove hand-offs between sourcing, specification support, and final assembly.
Your Practical Implementation Roadmap
Improvement stalls when teams try to fix everything at once. Lead time reduction works better when you tackle it in a sequence that exposes the bottleneck, tests a fix, and then hardwires the result into daily work.

Step one maps the real flow
Take one representative order type. Don't start with averages. Choose a standard replacement component, a repair job, or a bespoke power pack build and map the actual path from request to operation.
Write down:
- Where the order starts
- Who touches it
- What information is needed at each hand-off
- Where it typically waits
- Which supplier items are most likely to delay it
This exercise usually reveals a mismatch between the official process and the actual process. The official version says the job moves smoothly. The true version shows emails, approval pauses, stock uncertainty, and late-stage surprises.
Step two prioritises one bottleneck at a time
Not every delay deserves the same response. Some are irritating but manageable. Others stop everything.
Prioritise using three practical questions:
- Does this delay stop the customer using the machine or receiving the build?
- Does it happen repeatedly?
- Can we control it internally, influence it externally, or only buffer against it?
That last point matters. UK businesses increasingly need to decide which tactic is worth the cost and risk. Holding extra critical inventory may reduce customer downtime more effectively than supplier consolidation, and assembling bespoke power packs locally may beat importing finished assemblies when demand is volatile, as discussed in this article on lead time strategies and trade-offs.
Some lead time reduction tactics cut elapsed time but increase fragility. The better answer is the one that protects service when demand becomes awkward.
Step three pilots a focused fix
Run a contained trial. Don't announce a company-wide transformation.
Good pilot options in hydraulic operations include:
-
Cross-reference pilot
Build a shortlist of approved alternatives for frequently delayed pumps, motors, valves, and couplings. Measure whether buyers can place orders faster and whether engineering queries fall. -
Critical spares pilot
Hold stock for items that repeatedly create downtime when absent. This works particularly well for MRO demand where urgency matters more than theoretical stock efficiency. -
Kitting discipline pilot
Pre-kit common assemblies or service parts so technicians don't waste time pulling low-value items from multiple locations. -
Local assembly pilot
For volatile demand, test whether assembling sub-systems in the UK shortens elapsed time compared with waiting for completed imported units.
Step four locks the change into routine work
A successful pilot only matters if daily behaviour changes with it.
That means putting the result into normal controls:
- Update part masters and approved alternatives
- Change release rules and approval responsibilities
- Adjust stock settings for critical lines
- Display shortage reasons in a visible format
- Review delayed orders in a short regular meeting
This is also where practical capability matters. If your bottleneck sits in custom assembly, the answer may be local build support. If it sits in recurring urgent breakdowns, the answer may be stocked common parts and planned maintenance. If it sits in hard-to-source branded items, cross-referencing and supplier flexibility become more important than squeezing another few minutes out of workshop time.
Step five reviews resilience as well as speed
Short lead times are useful only if they hold under pressure. A tactic that works in stable demand can fail badly when imported parts slip, transport changes, or breakdown demand spikes.
Review each change against three questions:
| Decision area | Fastest option | More resilient option |
|---|---|---|
| Sourcing | Single low-cost source | Dual-source or approved cross-reference |
| Inventory | Minimal stock | Targeted stock for critical items |
| Assembly | Import finished unit | Local assembly when demand is variable |
That balance is where many hydraulic teams make their best gains. Not by chasing the shortest possible theoretical lead time, but by choosing the response that keeps the customer running when conditions become messy.
Take Control of Your Hydraulic Supply Chain
A hydraulic line stops in the middle of a shift, production wants an answer now, and the quoted replacement lead time is longer than the customer can tolerate. In that moment, generic lean advice is no help. What matters is whether your supply chain gives you options.
Lead time reduction in hydraulics comes from tighter control of sourcing, approvals, part matching, and local response. For UK OEMs and MRO teams, that usually means dealing with supplier inconsistency, imported part delays, and older equipment that no longer has a clean OEM supply route. Teams that handle those pressures well tend to know which delays they can remove, which they need to buffer, and where a cross-referenced alternative is the safer choice.
The practical gain is not just speed. It is predictability. If buyers, engineers, and maintenance teams can rely on approved substitutes, realistic supplier commitments, and local assembly or repair support where needed, urgent jobs stop turning into repeated fire drills.
MA Hydraulics Ltd supports that kind of control with technical part identification, cross-referencing, replacement sourcing, and hydraulic assembly support that helps customers reduce dependence on a single long supply route. If you are dealing with delayed hydraulic components, hard-to-source replacements, or repeated downtime caused by long supply chains, phone 01724 279508 today.
If you're dealing with delayed hydraulic components, hard-to-source replacements, or repeated downtime caused by long supply chains, speak to MA Hydraulics Ltd. Phone 01724 279508 today or send us a message through the contact page.
