A machine can run smoothly all week, then stop a shift dead because of contamination nobody could see in the oil bowl or on the dipstick. That's common in hydraulics. The pump gets noisy, a valve starts sticking, a cylinder slows off under load, and by the time someone looks for a fault, the wear has already moved through the system.
That's why particle counting matters. It isn't paperwork for the file or a box to tick before a service visit. In practice, it's one of the clearest ways to find out whether the fluid is protecting the system or helping to destroy it. On mobile plant, agricultural kit, factory power packs and process machinery, a good particle count often tells you what's happening long before a major failure makes the problem obvious.
In UK conditions, there's another layer to it. Damp weather, mobile servicing, dirty fill practices, unsealed breathers and rushed on-site sampling all make contamination control harder than many generic guides suggest. If you want reliable data, you need more than a counter and a bottle. You need the right method, the right sampling point and the right judgement when the reading doesn't match the machine's actual behaviour.
The Hidden Threat in Your Hydraulic Fluid
A hydraulic failure rarely starts with a dramatic bang. More often, it starts with fine contamination circulating through a pump, valve block or motor. The machine still works, so nobody stops it. Then clearances open up, efficiency drops, heat rises, and the fault that looked sudden was developing over time.

On a factory line, that might show up as erratic actuator speed or a valve that won't centre properly. On a telehandler, tractor or other mobile plant, it might start as sluggish response first thing in the morning and turn into repeated filter block warnings. Operators often see the symptom. Particle counting helps you get to the cause.
What makes contamination expensive
The trouble with hydraulic contamination is that it affects several parts at once. Dirt ingression damages component surfaces. Wear debris then creates more debris. Water can worsen lubrication and corrosion. Air entrainment can upset readings and performance. A simple filter change won't always solve that if the root source stays in the circuit.
That's why particle counting works best as preventative medicine for machinery. It gives you a way to judge fluid cleanliness before the pump case drain tells the story for you.
Practical rule: If the machine's performance is drifting but pressures and electrical signals still look plausible, check fluid cleanliness early. Waiting for obvious failure usually means you're already paying for secondary damage.
Why the naked eye tells you very little
Hydraulic oil can look clean and still be carrying harmful contamination. A junior technician often gets told, “The oil looks alright.” That visual check has some value for gross issues like severe darkening, foaming or obvious wateriness, but it won't tell you the cleanliness level that matters to a close-tolerance hydraulic component.
What hurts pumps, motors and valves most often isn't the dirt you can see in a drain tray. It's the contamination small enough to stay suspended and keep circulating. That's where particle counting earns its place. It turns an invisible risk into something measurable, trendable and actionable.
What Particle Counting Reveals About System Health
A particle count report is the closest thing hydraulics has to a blood test. It won't tell you everything on its own, but it gives a strong indication of what kind of damage may be taking place and how severe the contamination burden is.
Size matters, and so does where the damage happens
Not all particles do the same kind of harm. Larger hard particles tend to cause direct abrasive wear. Those are the ones that can score pump surfaces, mark gear faces and damage sealing edges quickly. Finer contamination behaves differently. It can keep circulating through tight clearances, interfere with proportional or servo valve operation, and slowly reduce system efficiency.
A useful way to think about it is this:
- Coarser particles often point to active distress, ingress, or poor maintenance practice.
- Finer particles often tell you the system is living with a contamination load that close-clearance components won't tolerate for long.
- A changing pattern between coarse and fine counts can matter more than a single isolated result.
The report is a condition clue, not just a dirt score
When a count comes back poor, the right response isn't automatically “fit a new return filter”. You need to ask what the reading suggests about the system. Is there external dirt getting in through breathers or rod seals? Is a pump generating wear? Has fresh oil been introduced without proper filtration? Has someone taken a poor sample from the wrong point?
Those questions matter because cleanliness data only becomes useful when it changes maintenance decisions. That could mean checking a breather arrangement, improving storage and transfer practice, reviewing filter sizing, or deciding whether a valve issue is contamination-related rather than electrical.
A single particle count is useful. A trend is far more useful. Repeated samples taken properly from the same point let you see whether the machine is stabilising, degrading, or simply being sampled inconsistently.
What plant managers should take from it
For a plant manager, the value of particle counting is simple. It helps separate reactive maintenance from informed maintenance. If you know the cleanliness level is drifting, you can intervene before components fail in service and spread debris across the system.
If you are currently reviewing service intervals, it also helps to link particle counting to a wider evaluation of fluid condition and maintenance timing. This guide to hydraulic oil change frequency is useful because oil age alone does not tell you whether the fluid is clean enough for the components running on it.
What a technician should look for
When you read a report, don't stop at “good” or “bad”. Ask:
- Does the count match machine behaviour
- Is the machine fitted with sensitive valves or fairly tolerant gear components
- Was the sample taken from a representative live point
- Has the system recently had a failure, filter change or oil top-up
That's how particle counting becomes diagnosis rather than administration.
An Introduction to Particle Counting Technology
Most hydraulic engineers in the field deal with optical particle counters, usually shortened to OPCs. The principle is straightforward. A fluid sample passes through the instrument, particles interact with a light source, and the sensor converts that optical event into a count and size classification.

How the technology developed
The history matters because it explains why modern counters are practical enough for workshop and site use. The modern particle counting industry was revolutionised in 1947, when Frank Thompson Gucker invented the first light scattering-based particle counter, and the field moved forward again in the 1980s when white lights were replaced with cost-effective gas lasers, improving affordability and accuracy for industrial applications including hydraulic maintenance, as outlined in Lighthouse Worldwide Solutions' history of particle counters.
That shift to laser-based methods is what made fast, repeatable contamination checks much more realistic outside a lab bench.
What the counter is actually measuring
In practical terms, the counter isn't “seeing dirt” the way a person sees grit in a tray. It's detecting optical changes caused by particles moving through the sensing zone. Depending on the instrument design, the particle either blocks light or scatters it. The instrument then groups those events into size channels.
For hydraulic work, that speed is the major advantage. You can get a reading quickly, compare one machine with another, and start making maintenance decisions without waiting for manual microscopic counting.
A few useful realities to remember:
- Fast doesn't mean foolproof. The reading still depends on proper calibration, clean sampling gear and suitable method.
- Fluid type matters. Different fluids can affect how the instrument interprets what passes through the sensing area.
- Bubbles and water can interfere. In the field, that's one of the biggest traps.
Why OPCs dominate field work
Older and slower contamination assessment methods still have their place, especially where detailed laboratory analysis is needed. But for day-to-day maintenance, optical particle counting dominates because it gives repeatable information quickly enough to act on.
The practical appeal is obvious. A service engineer can sample a working machine, assess cleanliness, compare with previous results and decide whether further investigation is needed. That's far more useful on a live site than waiting for a slow method that delays decisions.
If you're using a portable counter on plant, treat the instrument as one part of the job, not the whole job. The result is only as good as the sample and the operator's judgement.
How to Interpret ISO 4406 Cleanliness Codes
When a report comes back with a code such as 21/18/15, many people read it as a pass or fail without understanding what the three numbers represent. That's risky. A cleanliness code only becomes useful when you know how to read it in relation to the system you're maintaining.
The important point is this. In industrial hydraulics, ISO 4406 standardises particle concentration reporting for particles greater than 4 micrometres, 6 micrometres and 14 micrometres per millilitre of fluid, and electronic particle counters have largely replaced manual microscopic counting for real-time monitoring, as noted by Particle Measuring Systems in its overview of particle counting methods and ISO 4406 reporting.
What the three numbers mean
Take 21/18/15 as an example.
- The first number relates to particles larger than 4 µm
- The second number relates to particles larger than 6 µm
- The third number relates to particles larger than 14 µm
Those numbers are code bands, not literal particle totals. A higher code means a dirtier sample in that size range. The value of the code is in comparing readings over time and judging whether the fluid is clean enough for the components installed.
ISO 4406 reference chart
| ISO Code | Particles per ml (More than) | Particles per ml (Up to and including) |
|---|---|---|
| 0 | 0 | 1 |
| 1 | 1 | 2 |
| 2 | 2 | 4 |
| 3 | 4 | 8 |
| 4 | 8 | 16 |
| 5 | 16 | 32 |
| 6 | 32 | 64 |
| 7 | 64 | 130 |
| 8 | 130 | 250 |
| 9 | 250 | 500 |
| 10 | 500 | 1,000 |
| 11 | 1,000 | 2,000 |
| 12 | 2,000 | 4,000 |
| 13 | 4,000 | 8,000 |
| 14 | 8,000 | 16,000 |
| 15 | 16,000 | 32,000 |
| 16 | 32,000 | 64,000 |
| 17 | 64,000 | 130,000 |
| 18 | 130,000 | 250,000 |
| 19 | 250,000 | 500,000 |
| 20 | 500,000 | 1,000,000 |
| 21 | 1,000,000 | 2,000,000 |
| 22 | 2,000,000 | 4,000,000 |
| 23 | 4,000,000 | 8,000,000 |
| 24 | 8,000,000 | 16,000,000 |
| 25 | 16,000,000 | 32,000,000 |
| 26 | 32,000,000 | 64,000,000 |
| 27 | 64,000,000 | 130,000,000 |
| 28 | 130,000,000 | 250,000,000 |
How to use the code in practice
A rugged gear pump will usually tolerate contamination better than a proportional valve or another close-clearance control component. So the same code can mean different levels of risk depending on the circuit.
That's why interpretation should always consider:
- Component sensitivity
- Duty cycle and load
- Whether the count is stable or worsening
- Recent maintenance history
Don't argue over a code in isolation. Ask whether the reading is acceptable for the most contamination-sensitive component in the system.
What a changing code tells you
A one-off high result might come from poor sampling. A sequence of worsening codes usually means a real problem. In practice, trend direction often matters more than the exact headline number on a single report.
Best Practices for Accurate Fluid Sampling
Bad sampling ruins good testing. A portable counter can be well maintained and properly specified, but if the sample is taken from the wrong point or into a dirty bottle, the result won't describe the machine. It will describe your sampling mistake.

Sample from a live, representative point
The best hydraulic sample usually comes from a live system where the oil is moving and contaminants are properly mixed in the stream. A turbulent zone in a return line is generally far more representative than scooping oil from a quiet reservoir corner or pulling sludge from the bottom of a tank.
That matters on mobile and agricultural plant especially. Machines that sit overnight, work outdoors, and see varying temperatures can stratify contamination and moisture. A static sample can exaggerate one issue and miss another.
Practical sampling discipline
A reliable sampling routine is usually boring, and that's exactly the point. Good results come from repeatable habits.
- Use clean bottles. Certified-clean sample bottles matter because you need confidence that the contamination measured came from the machine, not the container.
- Flush the port first. Don't collect the sample from dead oil sitting in the valve or pipe stub.
- Label properly. Machine ID, sampling point, date and operating condition all matter when you're comparing results later.
- Keep the process consistent. If you change the sampling point every visit, trending becomes unreliable.
Portable instruments have improved a lot, and faster flow-rate counters can be useful during maintenance because they can meet ISO specifications in reduced sampling time, which is operationally significant for service engineers, as noted in Honeywell's information on portable optical particle counters and faster flow-rate sampling.
What not to do on site
The most common mistakes are simple:
- Taking a sample immediately after opening a dirty point
- Filling from a drum, funnel or top-up container instead of the working circuit
- Sampling cold oil after prolonged standstill
- Using whatever bottle happens to be in the van
These mistakes are common because they save time. They also destroy confidence in the result.
This short video is worth watching if you want a visual sense of disciplined sample handling in practice.
A simple field checklist
Before you trust a result, confirm:
- The machine was at operating condition
- The sampling point was live and representative
- The bottle was clean and sealed before use
- The port was flushed
- The sample was capped immediately
- The counter and method matched the job
That routine takes discipline, but it saves argument later.
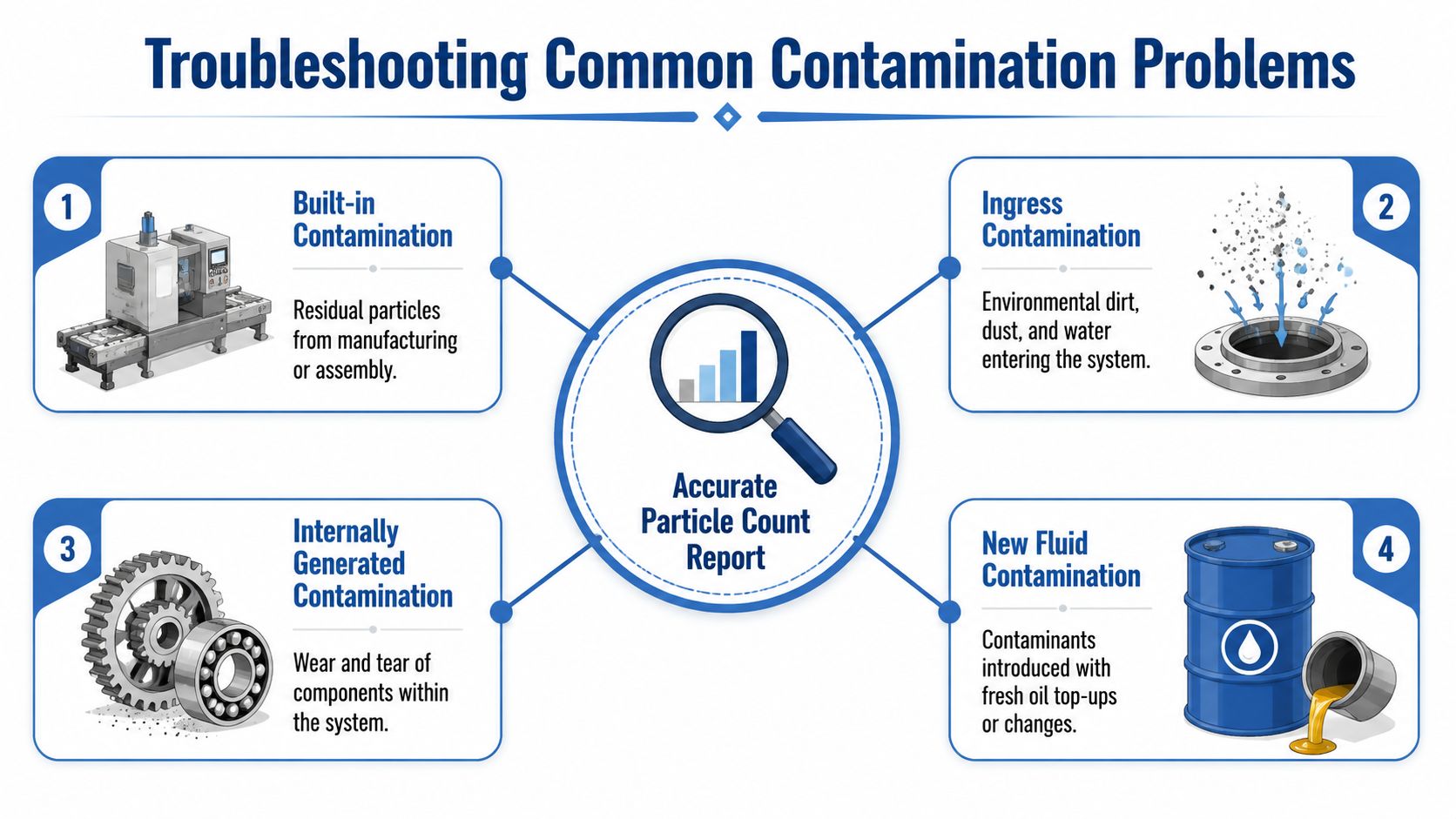
Troubleshooting Common Contamination Problems
A report only becomes useful when you connect the pattern to a likely source. Good troubleshooting starts by asking whether the contamination is built-in, ingressed, internally generated, or introduced with new fluid. Those four categories cover most of what turns up in day-to-day hydraulic work.
Match the pattern to the fault
If a machine shows higher contamination after a pump or cylinder replacement, built-in contamination is one of the first things to consider. Assembly residue, machining debris and poor hose cleanliness still catch people out.
Ingress contamination has a different feel. Dusty sites, damaged rod seals, poor breather arrangements and careless top-up practice usually leave a contamination signature that keeps coming back after service work. New oil can also be dirtier than people assume, especially when it has been stored or handled badly.
Internally generated contamination tends to show up when a component is already distressing. In those cases, the count is part of the evidence, not the whole diagnosis. Noise, heat, sluggish performance and filter loading need to be assessed alongside it. If you're seeing operational symptoms as well, this guide to common hydraulic valve problems is a useful companion because contamination often shows up first as unstable or sticking valve behaviour.
Phantom counts in UK conditions
Generic guides often fall short in these instances. In the UK, phantom particle counting is a real field problem. Water droplets and air bubbles can be read as particles by some methods, especially when portable counters are poorly calibrated or used in difficult site conditions.
A 2023 UK Fluids Association report notes that 68% of MRO teams in North England over-report contamination by 20-30% due to uncalibrated portable counters in variable humidity, leading to unnecessary filter replacements that cost a typical site £15,000-£25,000 annually, as discussed in Schroeder Industries' article on overcoming phantom particle counting.
That matters because the response to a false dirty reading is often expensive and misguided. Teams change filters, drain oil, or escalate a wear concern that doesn't really exist, while the actual issue may be moisture, aeration or poor test method.
If the count looks bad but the machine isn't behaving like a contaminated system, stop and question the sample, the instrument and the presence of bubbles or water before you condemn components.
How to separate real contamination from false positives
In the field, a few checks help:
- Compare the reading with machine symptoms. Severe contamination usually leaves operational clues.
- Look for foaming, aeration or water suspicion. These can distort results.
- Repeat the sample with tighter discipline. Same point, same method, properly conditioned machine.
- Use a more suitable method where needed. Some situations need more than a basic portable count.
That's the difference between useful particle counting and expensive guesswork.
Achieving and Maintaining Optimal Fluid Cleanliness
A combine harvester comes in after a wet week in Lincolnshire. The portable counter says the oil is dirty, the filter gets blamed, and parts are ordered. Two days later the follow-up sample is acceptable, because the first reading was skewed by moisture and sampling conditions, not by a real dirt ingression problem.
That is why fluid cleanliness has to be managed as a site discipline, especially in UK conditions where damp air, washdown routines and mobile plant working outdoors can distort both the oil and the test result. The job is to keep contamination low enough that pumps, valves, motors and cylinders reach a sensible service life without repeated filter spend, nuisance faults or avoidable downtime.
What actually keeps oil clean
Sites that hold cleanliness levels do a few simple things well, every time:
- Match filtration to component sensitivity and duty. Servo valves, proportional valves and high-pressure piston pumps need tighter control than a basic gear pump circuit.
- Control air entry points. Breathers, filler caps, reservoir seals and storage drums all matter, particularly where condensation is common.
- Condition new oil before it enters the machine. Fresh oil from a drum is often too dirty for the target ISO code.
- Use clean transfer kit. Dirty funnels, open containers and shared hand pumps undo good filtration very quickly.
- Trend counts alongside operating context. A number on its own has limited value. The same machine, same sample point and same operating state over time gives a result you can act on.
For mobile and agricultural plant, portable counters need extra care. Cold starts, entrained air, machine vibration and damp ambient conditions can all produce misleading results if the oil has not settled or warmed properly before sampling. That trade-off is common in field work. Fast answers are useful, but bad answers are expensive.
Instrument quality still matters. Particle counters used for controlled measurement should meet standards such as ISO 21501-4, including a minimum 2:1 signal-to-noise ratio, as explained in Setra's overview of particle counter manufacturing standards and ISO 21501-4 requirements.
Cleanliness control costs less than repeat failure
A dirty system rarely stops at one failed part. Debris from the first failure circulates, damages the replacement component, blocks small clearances and turns one repair into a second callout. In a plant environment, the total cost is usually labour, lost production and chasing intermittent faults that should have been prevented.
Good service practice sits in the middle of that. A poor filter change can introduce more contamination than the old element was ever holding, so it is worth reviewing the actual method as well as the service interval. This guide on how to change a hydraulic filter is a useful refresher for maintenance teams.
If you want a broader reliability view beyond particle counting alone, Forge Reliability has a solid guide on understanding oil analysis for equipment reliability.
Contact MA Hydraulics Today
| Action | Contact Information |
|---|---|
| Call for technical support | 01724 279508 |
| Send an enquiry online | mahydraulics.co.uk/contact-us |
Clean oil gives you fewer failures, longer component life and less argument about what the test result really means.
If you need help with hydraulic components, filtration, replacement parts or a bespoke power pack, contact MA Hydraulics Ltd. Phone 01724 279508 today, or send us a message.
